海南全自動(dòng)曲線封邊機(jī)定制
發(fā)布時(shí)間:2022-12-25 00:34:07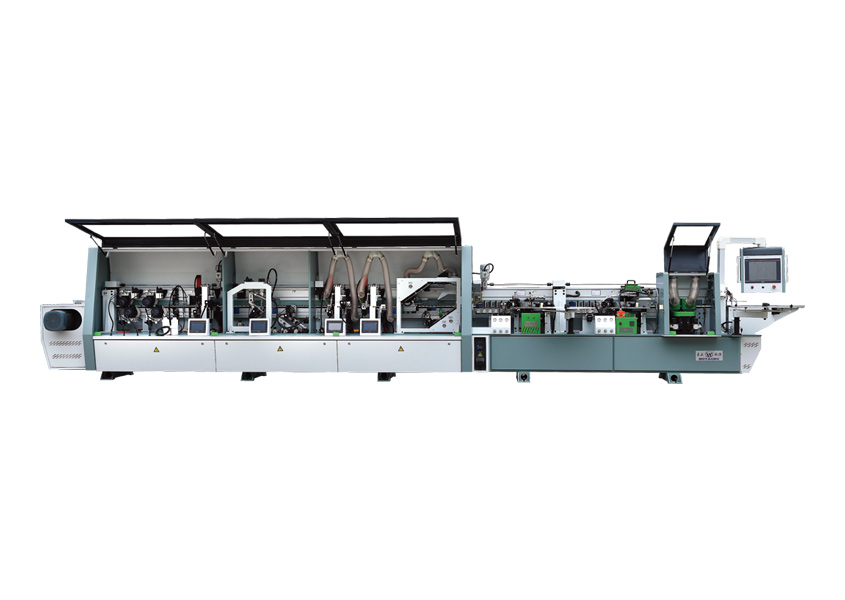
海南全自動(dòng)曲線封邊機(jī)定制
的電氣故障:包括主機(jī)停轉(zhuǎn)、升溫不快、程序紊亂等,不及時(shí)排除,會(huì)燒壞電機(jī)和加熱管,甚至損壞整個(gè)機(jī)械系統(tǒng)。維修時(shí)主要檢查電器控制箱、電機(jī)、加熱管、延時(shí)器等。這種檢修一般要由專業(yè)人員或由制造商廠家修理。的氣路故障:包括氣閥失靈、漏氣,氣壓偏低,切刀、送料不工作等,主要檢查各種氣動(dòng)元件的完好情況,更換零件可以在制作廠家技術(shù)人員指導(dǎo)下進(jìn)行。

海南全自動(dòng)曲線封邊機(jī)定制
的側(cè)壓輪調(diào)試,側(cè)壓輪的進(jìn)出可通過側(cè)壓輪后方的星形手柄來進(jìn)行調(diào)節(jié),調(diào)節(jié)時(shí),先松開上方垂直的緊固桿,再通過星形手柄順時(shí)針方向旋轉(zhuǎn)--側(cè)壓輪退出;逆時(shí)針方向旋轉(zhuǎn)--側(cè)壓輪前進(jìn),一般以在封工件時(shí)側(cè)壓輪后退1-3mm左右為宜,調(diào)試好后必須鎖緊緊固桿。側(cè)壓輪壓力通過壓力調(diào)節(jié)閥來調(diào)節(jié),壓力一般為1.5-5bar.壓力過大,易把工件從輸送帶上頂移位,工件的前端易出現(xiàn)掉角現(xiàn)象,壓力過小,封出的邊粘結(jié)不好,造成返工。壓力的調(diào)節(jié)還應(yīng)根據(jù)工件的厚薄、長短、寬窄和封邊帶的厚薄、寬窄來調(diào)節(jié),一般以封出的工件能達(dá)到質(zhì)量要求即可。壓輪太靠前,工件前端也易掉角,同時(shí)前鋸切不好,到粗、精修和刮刀處,有些地方修不好邊。壓輪太靠后,封出的邊粘結(jié)不好,邊帶很容易撕掉,甚至工件上沒有封邊帶。

海南全自動(dòng)曲線封邊機(jī)定制
前鋸和后鋸的氣壓大小,在封邊過程中的重要性估計(jì)很多人都清楚,但具體多大的氣壓,才能讓前鋸和后鋸的氣壓控制在一個(gè)合理的狀態(tài)下,這也許就不是每個(gè)封邊操作者都知道了。前鋸和后鋸的氣壓的大小是需要按照板材的尺寸,即大小、長短和厚度,來進(jìn)行調(diào)整的。也就是說,這前鋸和后鋸的氣壓是沒有一個(gè)固定的數(shù)值的,但會(huì)有一個(gè)氣壓數(shù)值范圍以供參考。應(yīng)根據(jù)工件的尺寸,厚度和長度來調(diào)節(jié)前后鋸的氣壓。
海南全自動(dòng)曲線封邊機(jī)定制
在家具加工過程中,封邊是一項(xiàng)很重要的步驟,封邊質(zhì)量的好壞直接影響家具的質(zhì)量,所以在使用的時(shí)候也有些技巧,介紹關(guān)于工作時(shí)的熱封處理工作。首先來說,要選擇合適的熱封材料以及熱封參數(shù),可以降低生產(chǎn)線的廢品率,而且可以有效提高包裝物整體的阻隔性能。然后來說,熱壓封合是用某種方式加熱封口處材料,使其達(dá)到粘流狀態(tài)后加壓使之粘封。另外的話,熱封頭是熱壓封合的執(zhí)行機(jī)構(gòu),根據(jù)熱封頭的結(jié)構(gòu)形式及加熱方法的不同,選擇不同的熱壓封口。