重慶全自動無縫封邊機定制
發布時間:2023-01-05 00:34:12
重慶全自動無縫封邊機定制
導向板的調節:導向板的作用是在放置待封邊木板時,保證木板的待封邊面與輸送帶運動方向平行,這樣才能保證在后續封邊過程中不會出現封邊質量問題。在放置待封邊木板時首先要確保木板的待封邊面兩端都貼緊導向板的工作面。若木板部分進入輸送帶之后發現木板的前端和后端末同時與導向板貼緊。則溫明導向板的工作面與輸送帶的運動方向不平行,需要調整導向板。預銑系統:預銑馬達可將板式工件在壓膜前進行修正。工件必須是平行直角的并且按照定義的尺寸裁剪過。預銑馬達的使用通過壓力氣缸完成,在到達工件末端前,氣缸將抬起刀具在超過工件末端后,刀具回到工作位置。預銑裝置只允許合格的專業人員操作機器!在關閉開關和高壓空氣對組件進行設置和更換刀具!安全電路在打開防護罩時傳動力將被關閉并通過電氣馬達剎車。關閉防護罩后傳動將被重新開啟,在打開防護罩30秒后才能關閉,否則會出現故障。

重慶全自動無縫封邊機定制
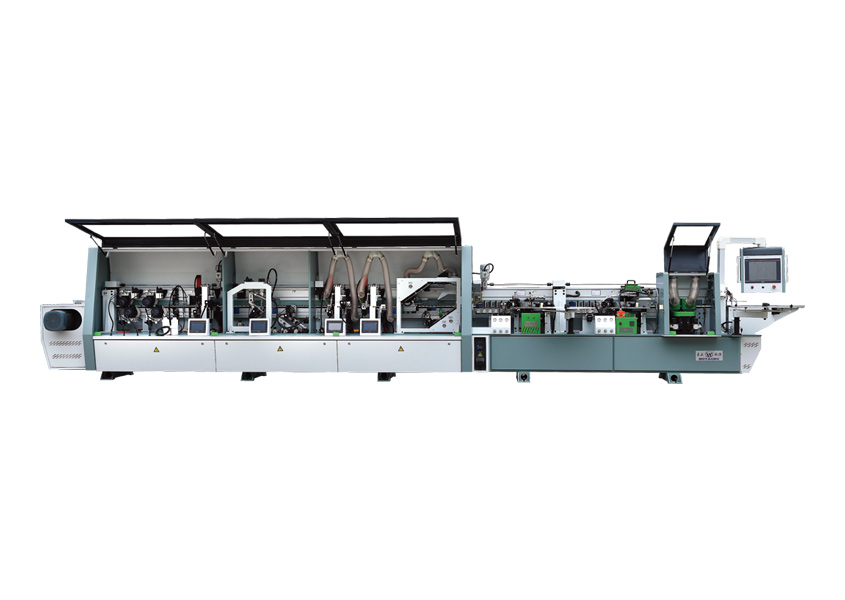
將工件加工完畢后不需要進行任何涂漆,避免了許多不必要的麻煩,免除了影響身體健康的環節。1、上壓緊橫梁:為鑄鋼結構,上面安裝橡膠壓輥,可根據所封板材厚度,利用手輪通過斜齒輪轉動,使上壓緊橫梁上下調整,壓進基材,以增加導軌磨檫阻力為準。2、傳送帶:由雙排雙節距鏈條、貼背膠面履帶板、鏈輪等組成,通過減速機,使履帶行進速度可調。3、磨削頭:磨輪為進口輪,中間裝有磨條。磨條可根據銑削頭的形狀隨之變化,達到砂光之目的。磨輪與銑頭一樣,可做上下、前后、旋轉角度調整,以便使磨輪與銑刀曲面吻合。

重慶全自動無縫封邊機定制
的側壓輪調試,側壓輪的進出可通過側壓輪后方的星形手柄來進行調節,調節時,先松開上方垂直的緊固桿,再通過星形手柄順時針方向旋轉--側壓輪退出;逆時針方向旋轉--側壓輪前進,一般以在封工件時側壓輪后退1-3mm左右為宜,調試好后必須鎖緊緊固桿。側壓輪壓力通過壓力調節閥來調節,壓力一般為1.5-5bar.壓力過大,易把工件從輸送帶上頂移位,工件的前端易出現掉角現象,壓力過小,封出的邊粘結不好,造成返工。壓力的調節還應根據工件的厚薄、長短、寬窄和封邊帶的厚薄、寬窄來調節,一般以封出的工件能達到質量要求即可。壓輪太靠前,工件前端也易掉角,同時前鋸切不好,到粗、精修和刮刀處,有些地方修不好邊。壓輪太靠后,封出的邊粘結不好,邊帶很容易撕掉,甚至工件上沒有封邊帶。

重慶全自動無縫封邊機定制
正確的使用方法有利于機器壽命,以及利于操作者安全,且不可小視,我們總結了以下的使用安全規范,請大家一定要嚴格遵循。1、操作員操作前必須熟悉機器的性能,用途及操作注意事項,生手嚴禁單獨上機操作。2、操作人員在操作時須穿適當的衣服,不準戴手套,非操作人員不得接近工作機器。操作員不能留長發,不準帶項鏈,以免被機器卷入造成傷害。3、開機前檢查安全防護罩是否定位可靠,檢查各部件有無工具或異物放置。4、如遇運行中卡住,必須及時停機,待機器停止后進行調整。

重慶全自動無縫封邊機定制
在的使用過程中,封邊產品不得有開膠缺頭、漏封、疊封、跑偏、壓痕等現象,膠合要嚴密,表面要平整干凈。工作過程中,要注意清理干凈膠爐里的廢膠、碎邊條等雜物,使其回流通暢。操作要穩拿輕放,板面膠屑要清除,保護板面不受磨損。封邊完成的部件,要會同質檢員進行質量檢驗,合格的部件要堆放整齊,附上加工流送單,送交下工序,不合格的應及時修補。操作中發生停電及其它事故,離開操作崗位時,應關閉電源。設備停機前,應先關閉電加熱槽,并將膠爐上外溢膠液和燒焦的殘膠,以及壓料膠輥和定規膠輥上的膠渣清除干凈,而且將兩涂膠輪的膠量調到低到零。
重慶全自動無縫封邊機定制
是板材加工的必備機械,很多板材都需要經過封邊機的加工,板材的質量與多種因素掛鉤,接下來就講一講封邊機加工板材時要注意哪些問題?1、實木封邊材料的含水率不要過高,應該儲存在陰涼和干燥的室內,基材要求無灰塵,含水率在8-10%。2、由于封邊條速度很快,膠粘劑在低壓力下要具有很好的彌散性和對基材的滲透性,使用時要注意保證熱熔膠的溫度在正常溫度范圍內。3、熱熔膠涂膠量應該以使膠合部件外邊略擠出膠為準,過大,封邊處有一條黑線,影響美觀:過小,膠合強度不夠。4、加工時室內溫度不能過低.一般應在15攝氏度以上,尤其封邊條厚時,柔韌性會不足。5、封邊條的質量影響封邊效果,質量好的封邊帶封出的產品封邊處嚴密,質量差的封邊條封出的產品封邊處縫隙較大,有一條明顯的黑線。6、對于無前銑刀裝置的使用廠家來說,待封邊的半成品裁切質量也影響封邊效果。7、由于封邊條比工件稍長,當壓料輥壓住封邊條長出部分時,給封邊帶一個垂直于進給方向的力,此時由于膠還未完全固化,膠合強度不高,尾部易松開而粘不牢。