寧夏半自動倒角封邊機廠家
發布時間:2023-06-07 00:31:28
寧夏半自動倒角封邊機廠家
前鋸的氣壓由三個調節閥共同完成,總的向下壓力為2-3ba,Zui高壓力為3-4ba,不帶儀表的調節閥是切割頭下方的泄壓閥。 如果向下壓力過高,則工件將無法跟上切割鋸的速度,從而可能導致準確的刀頭不準確; 如果向下壓力太小,則可能會造成對工件的撞擊,從而導致工件移動甚至損壞前鋸。 壓力過大可能會導致前鋸缸,缸支撐螺絲和閥座損壞。后鋸的下壓力也可通過調試閥進行調試,通常約為1-2ba。壓力過大會損壞工件。 如果向下壓力太小,則鋸無法跟上工件的速度,從而導致修剪不準確;向上壓力由后鋸缸上的單向調節閥調試。過高的壓力也很容易引起氣缸和氣缸的支撐當螺桿和滑動座損壞,上部壓力太小,進給速度太快時,傳送帶會自動停止(自動保護是正常的) 或碰撞后發生鋸切現象(自動保護可能會異常)。在的日常使用中,其前鋸和后鋸的氣壓要經常校對檢查,以防造成板材的耗費或設備部件的損壞。

寧夏半自動倒角封邊機廠家
使用刀具時,請勿使用變形或破裂的刀具;在運轉前,請檢驗表面是否干凈,齒鋸是否可活動,是否完全鎖緊,刀具運轉時轉速請勿超過Zui高轉速。維護或修理后,務必將所有安全 裝置或護蓋裝回,才可以啟動機器。操作人員因事要離開崗位時必須先關機,杜絕在操作中與人攀談。機器運轉異常時,應立即停機交專業人員檢修,檢修時確保電源斷開。下班前必須把周圍的木屑清理干凈,馬達上不準積存木屑,并作好設備的日常保養工作。此機器為專人專用機械,非操作人員嚴禁開機操作,執意操作者后果自負。

寧夏半自動倒角封邊機廠家
的機械故障:主要有傳動失靈,涂膠不勻,送料故障和切刀故障等,主要檢查各機械部件的完好情況和牢固部位,傳動部位是否發生偏移。的粘接故障:如粘不住、跑偏、夾帶等,這是一個綜合性故障,與膠軸、封邊帶、溶膠、基材和操作有關。這種故障可能交替出現,也可能單一出現,具體維修要視情況而定。

寧夏半自動倒角封邊機廠家
由于封邊熱熔膠性能受溫度影響,所以在封邊過程中,溫度是非常需要關注的指標。在封邊時的熱熔膠溫度、基材溫度、封邊材料溫度以及工作環境(半自動封邊機所在廠房車間)溫度都是非常重要的封邊參數。在上由于膠涂在基材上,溫度過低的基材將使熱熔膠提前固化,從而導致膠可以粘在基材上,但卻粘不牢封邊材料,基材的溫度保持在20°C以上。半自動封邊機的工作環境溫度會影響到膠的固化速度。工廠往往在溫度低的季節會出現封邊問題,其原因就在于低溫下熱熔膠的固化速度加快,粘接有效時間縮短。如果的進料速度不能改變(大多數情況下),要保證封邊質量就必須預熱板材和封邊材料。
寧夏半自動倒角封邊機廠家
前鋸和后鋸的氣壓大小,在封邊過程中的重要性估計很多人都清楚,但具體多大的氣壓,才能讓前鋸和后鋸的氣壓控制在一個合理的狀態下,這也許就不是每個封邊操作者都知道了。前鋸和后鋸的氣壓的大小是需要按照板材的尺寸,即大小、長短和厚度,來進行調整的。也就是說,這前鋸和后鋸的氣壓是沒有一個固定的數值的,但會有一個氣壓數值范圍以供參考。應根據工件的尺寸,厚度和長度來調節前后鋸的氣壓。
寧夏半自動倒角封邊機廠家
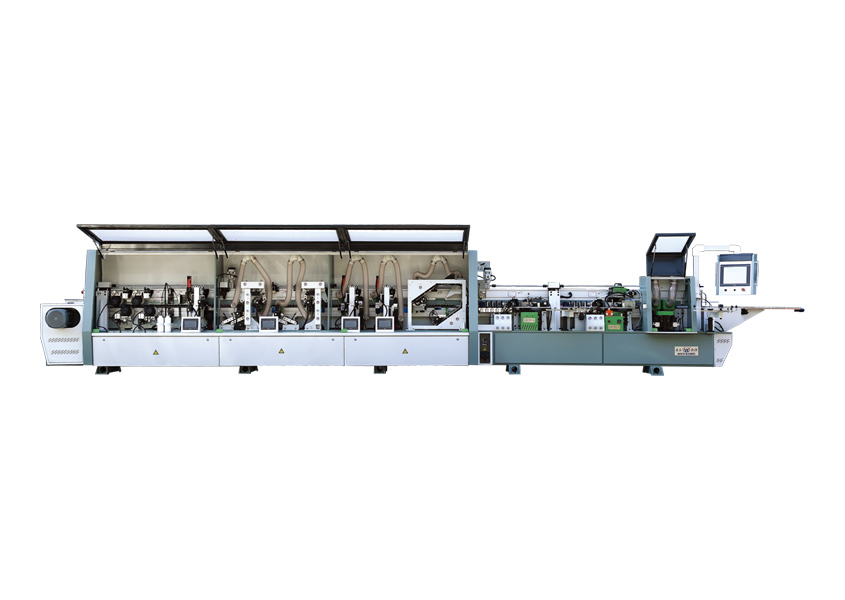
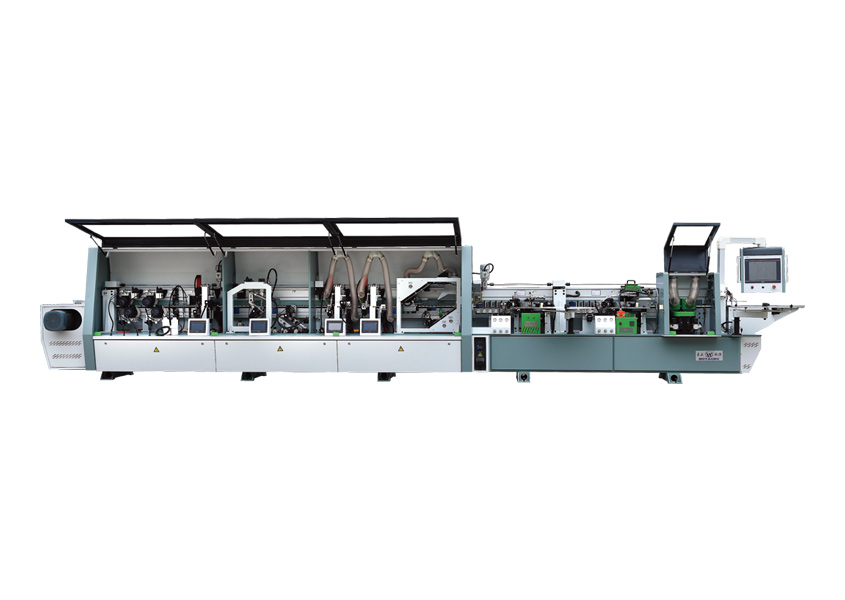
適用于中密度纖維板、細木工板、實木板、刨花板、高分子門板、膠合板等直線封邊修邊等,可一次性具有雙面涂膠封邊帶切斷封邊帶粘合壓緊、齊頭、倒角、粗修、精修,介紹半自動封邊機封邊膠線的處理:封邊后板材與封邊帶之間的膠線會對板式家具的外觀產生不良影響。涂膠量過大,會使膠線明顯,反之,又會降低封邊強度。對于不連續或不均勻的膠線現象,產生的原因是多方面的,要綜合考慮以下幾個因素:板材的開料精度,板材的邊一定要與它的平面保持90°角;封邊機壓輥的壓力是否分布均勻、大小合適,壓力方向要與板材邊成90°角。涂膠輥是否完好,熱熔膠在它上面是否均勻,涂膠量是否合適;封好邊的板材盡量保存在較為清潔,粉塵少的地方,在整理工序中,避免臟的東西與膠線接觸。