吉林數控復合型封邊機廠家
發布時間:2023-06-30 00:31:17
吉林數控復合型封邊機廠家
任何機械設備都需要按照使用方法進行,否則容易出現問題,那么今天給大家講解的是關于使用安全流程,希望大家今后禁忌。1、使用封邊機的操作人員操作前必須熟悉你所使用封邊機的型號及該機器的性能,用途及操作注意事項,不熟悉的人嚴禁操作機器。2、封邊機操作人員在操作時須穿上適當的衣服,不準戴手套操作機器,非操作人員不得接近工作機器,為了防止操作工人受傷,嚴禁穿裙子、拖鞋上班,不允許留長發、戴項鏈等。3、開封邊機前檢查安全防護罩是否定位可靠,檢查各部件有無工具或異物放置。4、在使用機器期間發現卡住事件,需等待機器停止運行后才維護操作。5、在使用封邊機刀具時,請勿使用變形或破裂的刀具;在運轉前,請檢驗表面是否干凈,齒鋸是否可活動,是否完全鎖緊,封邊機刀具運轉時轉速請勿超過Zui高轉速。

吉林數控復合型封邊機廠家
的送料壓輪調試,壓輪的高低根據工件的寬窄、長短、厚度和壓輪磨損的程度,通過壓輪升降調整桿和數碼表來調節,一般以壓輪下表面低于工件上表面3mm左右為宜(可以通過數字表看)。壓的過松,工件在上容易位移,影響封邊的質量;壓的過緊,壓輪容易損壞、壓梁和立柱變形較大,長時間使用會造成壓梁和立柱變形,影響設備精度;同時也會使減速箱電機負載較大,造成跳閘停機,嚴重者損壞設備。進料靠板組件調試,進料位置可通過轉動星形手柄調節絲桿帶動進料靠板組件移動來調節。順時針方向旋轉,進料靠板向立柱方向移動,反之,向外移動(有預銑功能的才能移動,老機型沒有此項功能)。當靠板與輸送帶不平行時,可通過組件下方的調節絲桿進行上下、左右調節。
吉林數控復合型封邊機廠家
在液壓系統的設計中,往往應先決定液壓缸的工作速度,然后求出所需要的流量。設計時要注意,液壓泵的嗎定流量應大于液壓缸所需要的流量,這樣可以彌補因泄漏而引起的損失。但是也不能選用流量過高的液壓泵,這樣不但會加快液壓缸速度,而且在節流調速時使大量油液從溢流閥捧出,引起泊溫的升高。而泊溫的變化又會影響液壓缸運動的穩定性。在多液壓缸的液壓系統中,如果是版序運動的話,則在選擇液壓泵額定流盤時應以所需流量大的液壓缸為準。如果多缸同時運動,那么液壓泵的領定流量應大于同時運動的液壓缸所需流量的總和。液壓缸安全系數的選定,直接影響液壓缸的質量和經濟性。在液壓缸零件的強度計算中,設計者通常嚴格遵循公式的使用條件,力求得到準確的計算結果。然而,倘若安全系數選取不當,計算出的數值將會是不合理的。安全系數的選定并沒有硬性規定,但是必須在充分保證安全的條件下,盡量選擇較小的數值。安全系數取得過大,不僅會造成不必要的浪費,提高了成本,而且設計的液壓缸外形尺寸大,重量也校大,常常不能適應工作機械的要求。但是安全系數也不能取得太低,以免發生事故。

吉林數控復合型封邊機廠家
剛性主軸的設計中對滑動軸承和滾動軸承都采用,但大多數情況下采用是采用滾動軸承,因為滾動軸承具有尺寸小、轉速高、壽命長、裝配簡單、密封和潤滑也比較簡單,而且可以直接從樣本中選用等優點。但是,因為滑動軸承抗震性好,徑向尺寸較小,所以在剛性軸設計中經常被采用。在該設計中,由于所設計的屬于有較小震動的機床,因此選用滾動軸承做為支撐。軸承種類的選用:排鉆設計中,采用滾動軸承的種類很多,根據主軸所受載荷的大小,方向和轉速的不同而不同。常采用的滾動軸承有以下幾種:單列向心球軸承、單列圓錐滾子軸承,單列向心推力球軸承,雙列向心短圓柱滾子軸承、單列推力球軸承單列向心短圓柱滾子軸承等。其中向心軸承主要承受徑向載荷,也能承受不大的軸向載荷;推力軸承只能承受軸向載荷;向心推力軸承既能承受軸向載荷,又能承受徑向載荷。排鉆本設計中,主軸即承受軸向載荷,有承受徑向載荷,因此選用單列圓錐滾子軸。

吉林數控復合型封邊機廠家
為了防止出現漏電現象,要定期檢查裁板鋸、封邊機等電器線路問題,對于陳腐的線截面積不足的電纜線進行更換,切實做到保證機械 電器使用的需求。對于耗電多的季節,要注意電壓缺乏情況的防止和采取措施,以減免電壓引起機械電器工作。當區域性電壓穩定情況下,若單位內電壓不穩的應考慮更換掉電纜線,若區域性電壓不穩則考慮進行增容并同時更換電纜線。為了防止漏電,當然前提是一定要選擇,質量過關,信得過的封邊機品牌。

吉林數控復合型封邊機廠家
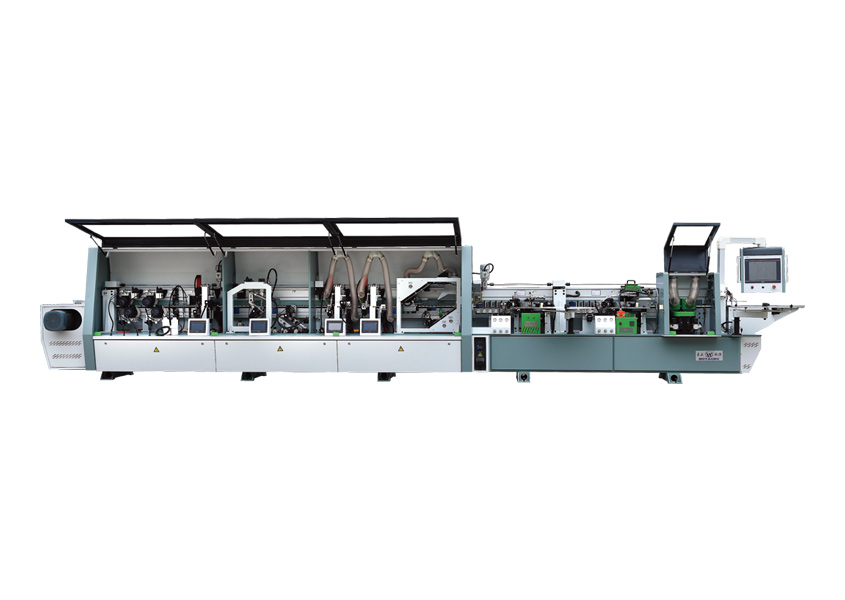
隨著社會的生長,一些先進儀器的出現,在肯定水平上進步了人們的事情服從,例如:封邊機。當這些先進儀器生長到肯定水平,我們會思量怎么對他舉行操縱才氣更大水平的利用它,創造更大的利用率。簡單講解一下怎樣提高封邊機的工作量。封邊機是一種代替手工將封邊程序:輸送——涂膠貼邊—— 切斷——前后齊頭——上下修邊——上下精修邊——上下刮邊——拋光進行高度自動化的機器,主要分為半自動和手提兩種。是木工機械當中的一種,屬實木機械類,封邊機顧名思義就是用來封邊用的,將傳統的手工操作流程用高度自動化的機械完成。包括直面式異形封邊中的輸送——涂膠貼邊—— 切斷——前后齊頭——上下修邊——上下精修邊——上下刮邊——拋光等諸多工序。