重慶數控封邊機價格
發布時間:2023-07-04 00:31:12
重慶數控封邊機價格
前鋸的氣壓由三個調節閥共同完成,總的向下壓力為2-3ba,Zui高壓力為3-4ba,不帶儀表的調節閥是切割頭下方的泄壓閥。 如果向下壓力過高,則工件將無法跟上切割鋸的速度,從而可能導致準確的刀頭不準確; 如果向下壓力太小,則可能會造成對工件的撞擊,從而導致工件移動甚至損壞前鋸。 壓力過大可能會導致前鋸缸,缸支撐螺絲和閥座損壞。后鋸的下壓力也可通過調試閥進行調試,通常約為1-2ba。壓力過大會損壞工件。 如果向下壓力太小,則鋸無法跟上工件的速度,從而導致修剪不準確;向上壓力由后鋸缸上的單向調節閥調試。過高的壓力也很容易引起氣缸和氣缸的支撐當螺桿和滑動座損壞,上部壓力太小,進給速度太快時,傳送帶會自動停止(自動保護是正常的) 或碰撞后發生鋸切現象(自動保護可能會異常)。在的日常使用中,其前鋸和后鋸的氣壓要經常校對檢查,以防造成板材的耗費或設備部件的損壞。
重慶數控封邊機價格
封邊帶托盤:封邊帶托盤用于擺放卷式或者定長邊膜,并導向工作,機械進給運動時,傳動將自動開啟。傳動在兩個滾輪上通過鏈條傳動,加工薄的和已損壞的壓膜材料時使用鑲橡膠的傳動滾輪。加工定長木條時用針輪,加工pvc或亞克力等類似材料壓膜時用鋼制滾花傳送滾輪。涂膠系統:涂膠系統用于在工件邊上涂抹釉熔膠,熔膠溶氣將填充釉膠合劑,熔膠將在熔膠容器中被熔化,旋轉涂膠軸將熱的釉膠合劑輸送到工件上,定量裝置控制供給量,調整螺絲調整膠軸的垂直,調整涂膠軸與工件之間的距離,涂膠軸與導向器的距離,涂膠系統是彈性安裝的,距離大為0.5mm。

重慶數控封邊機價格
的送料壓輪調試,壓輪的高低根據工件的寬窄、長短、厚度和壓輪磨損的程度,通過壓輪升降調整桿和數碼表來調節,一般以壓輪下表面低于工件上表面3mm左右為宜(可以通過數字表看)。壓的過松,工件在上容易位移,影響封邊的質量;壓的過緊,壓輪容易損壞、壓梁和立柱變形較大,長時間使用會造成壓梁和立柱變形,影響設備精度;同時也會使減速箱電機負載較大,造成跳閘停機,嚴重者損壞設備。進料靠板組件調試,進料位置可通過轉動星形手柄調節絲桿帶動進料靠板組件移動來調節。順時針方向旋轉,進料靠板向立柱方向移動,反之,向外移動(有預銑功能的才能移動,老機型沒有此項功能)。當靠板與輸送帶不平行時,可通過組件下方的調節絲桿進行上下、左右調節。

重慶數控封邊機價格
目前常見的也可以被叫做曲直線雙面涂膠木工封邊機,適用于曲直線封邊,對室內裝修,家居裝飾有很好的美化作用,是裝修行業里普遍應用的機器。在木門生產廠家里也比較常見,對于封邊來說,熱熔膠的上膠時間和上膠時的溫度直接決定了封邊程序的成敗,比較考驗操作工人的經驗。首先,大家需要知道的是,封邊熱熔膠的開放時間指封邊機從涂膠開始,到把封邊條壓貼到基材之前一段時間,開放時間隨著膠種的不同而不同。的進料速度和開放時間緊密相關。二者在熱熔膠的選擇和使用時都非常重要。快速進料的封邊機選擇開放時間短的熱熔膠,反之,則選開放時間長的熱熔膠。對于大多數封邊機,由于工人手工操作,要求所用熱熔膠的開放時間足夠長,以便于對彎曲部件封邊。熱熔膠一般涂布在封邊帶上,為了保證封邊質量,國產封邊機也有采用雙面涂膠的辦法。封邊機膠溫度一般控制在180℃以下,所以要用使用溫度在180℃以下的熱熔膠。如果在封邊機上封0.2mm的薄PVC ,則選擇低溫熱熔膠。

重慶數控封邊機價格
粗修刀處有兩個垂直的調節手柄。外面的調節手柄調下刀的加工量,里面的調節手柄調上刀的加工量。衣柜封邊機粗修刀處還有兩個水平的調節手柄,上面的調節手柄調上衣柜封邊機粗修刀的進出量,下面的調節手柄調下衣柜封邊機粗修刀的進出量。上、下粗修刀進出量調節手柄順時針方向選擇都是退刀,反之都是進刀,如果進刀太多,易造成修邊刀與護罩發生碰撞而損壞,造成設備事故:如果退刀太多,易造成修邊刀不能正常修邊。上、下壓輪(平輪)的調節力度一般以壓輪壓住工件時,用手稍微用力能扳動壓輪為宜。壓力通過擰動彈簧處的自鎖螺母來調節,順時針方向旋轉,壓力增大,反之減小。壓力過大,工件前端易損壞,壓力過小,不能很好的仿形,修邊的效果不好,甚至修不了邊。

重慶數控封邊機價格
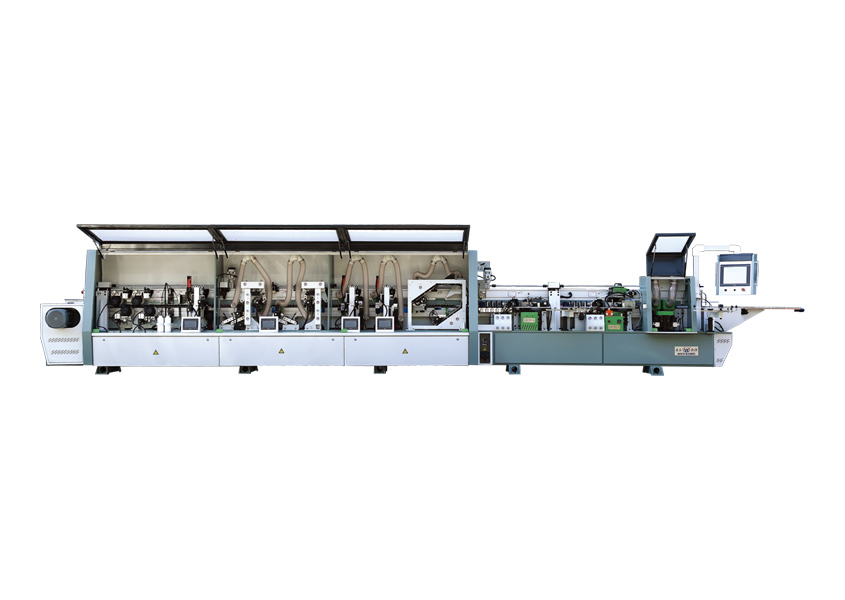
適用于中密度纖維板、細木工板、實木板、刨花板、高分子門板、膠合板等直線封邊修邊等,可一次性具有雙面涂膠封邊帶切斷封邊帶粘合壓緊、齊頭、倒角、粗修、精修,介紹半自動封邊機封邊膠線的處理:封邊后板材與封邊帶之間的膠線會對板式家具的外觀產生不良影響。涂膠量過大,會使膠線明顯,反之,又會降低封邊強度。對于不連續或不均勻的膠線現象,產生的原因是多方面的,要綜合考慮以下幾個因素:板材的開料精度,板材的邊一定要與它的平面保持90°角;封邊機壓輥的壓力是否分布均勻、大小合適,壓力方向要與板材邊成90°角。涂膠輥是否完好,熱熔膠在它上面是否均勻,涂膠量是否合適;封好邊的板材盡量保存在較為清潔,粉塵少的地方,在整理工序中,避免臟的東西與膠線接觸。