臺州數控復合型封邊機定制
發布時間:2024-01-26 00:30:07
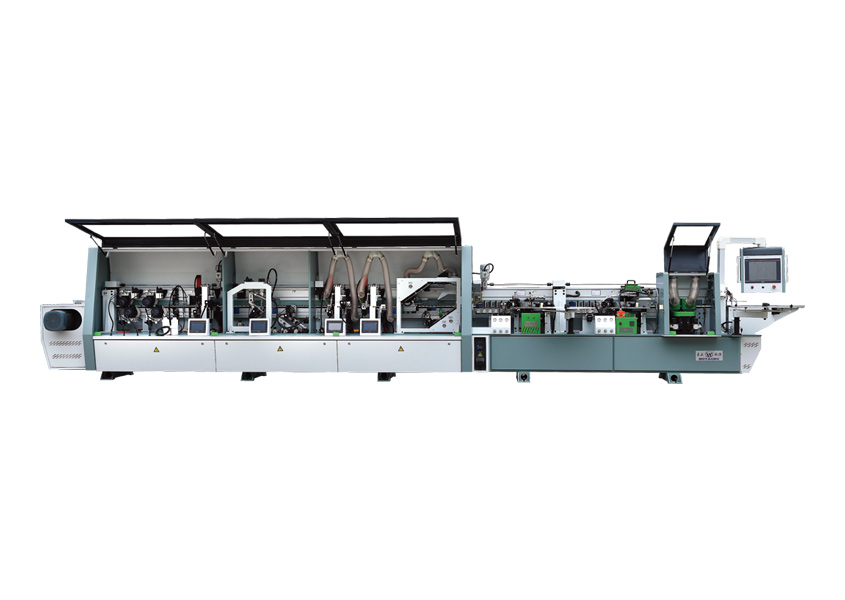
臺州數控復合型封邊機定制
在家具封邊的工作過程中有時候會碰到涂膠不均勻的情況,那么這時候如何去解決呢:1、首先把的涂膠調大試試(針對門斜角大),如果不行再打開膠盒蓋子看看膠是或否已經化好,如果膠太粘稠請溫度調高,如溫度已經調至所用膠高數值那就是膠質量差,請更換別的品牌膠使用。2、如果膠不粘稠,再看看板材是否壓緊。青島海洋精工木工機械廠提醒,如板材已經壓緊,板材后半部仍然沒膠,可以調膠盒尾部防護罩內部的膠盒頂絲(無彈簧),松內六角螺絲桿(不要調太多,根據需要松0.5—1.5圈。
臺州數控復合型封邊機定制
的側壓輪調試,側壓輪的進出可通過側壓輪后方的星形手柄來進行調節,調節時,先松開上方垂直的緊固桿,再通過星形手柄順時針方向旋轉--側壓輪退出;逆時針方向旋轉--側壓輪前進,一般以在封工件時側壓輪后退1-3mm左右為宜,調試好后必須鎖緊緊固桿。側壓輪壓力通過壓力調節閥來調節,壓力一般為1.5-5bar.壓力過大,易把工件從輸送帶上頂移位,工件的前端易出現掉角現象,壓力過小,封出的邊粘結不好,造成返工。壓力的調節還應根據工件的厚薄、長短、寬窄和封邊帶的厚薄、寬窄來調節,一般以封出的工件能達到質量要求即可。壓輪太靠前,工件前端也易掉角,同時前鋸切不好,到粗、精修和刮刀處,有些地方修不好邊。壓輪太靠后,封出的邊粘結不好,邊帶很容易撕掉,甚至工件上沒有封邊帶。
臺州數控復合型封邊機定制
粗修刀處有兩個垂直的調節手柄。外面的調節手柄調下刀的加工量,里面的調節手柄調上刀的加工量。衣柜封邊機粗修刀處還有兩個水平的調節手柄,上面的調節手柄調上衣柜封邊機粗修刀的進出量,下面的調節手柄調下衣柜封邊機粗修刀的進出量。上、下粗修刀進出量調節手柄順時針方向選擇都是退刀,反之都是進刀,如果進刀太多,易造成修邊刀與護罩發生碰撞而損壞,造成設備事故:如果退刀太多,易造成修邊刀不能正常修邊。上、下壓輪(平輪)的調節力度一般以壓輪壓住工件時,用手稍微用力能扳動壓輪為宜。壓力通過擰動彈簧處的自鎖螺母來調節,順時針方向旋轉,壓力增大,反之減小。壓力過大,工件前端易損壞,壓力過小,不能很好的仿形,修邊的效果不好,甚至修不了邊。

臺州數控復合型封邊機定制
無論是進料靠板組件還是送料壓輪,都是上的重要組件,如有需要,必須立即調節好以保證封邊機不讓進料靠板組件和送料壓輪的問題而不能正常運作,影響封邊進度。如何調節的進料靠板組件和送料壓輪?如果發現進料靠板組件需要調節,可以參考以下的操作方法。進料位置,可通過轉動星形手柄調節絲桿,帶動進料靠板組件移動來調節。其中,順時針方向旋轉,進料靠板向立柱方向移動。反之,逆時針方向旋轉,進料靠板就會向外移動。當進料靠板與輸送帶不平行時,可通過組件下方的調節絲桿進行上下、左右調節,以達到兩者的平衡。對此,進料靠板組件就調節完畢。

臺州數控復合型封邊機定制
前鋸的氣壓由三個調節閥共同完成,總的向下壓力為2-3ba,Zui高壓力為3-4ba,不帶儀表的調節閥是切割頭下方的泄壓閥。 如果向下壓力過高,則工件將無法跟上切割鋸的速度,從而可能導致準確的刀頭不準確; 如果向下壓力太小,則可能會造成對工件的撞擊,從而導致工件移動甚至損壞前鋸。 壓力過大可能會導致前鋸缸,缸支撐螺絲和閥座損壞。后鋸的下壓力也可通過調試閥進行調試,通常約為1-2ba。壓力過大會損壞工件。 如果向下壓力太小,則鋸無法跟上工件的速度,從而導致修剪不準確;向上壓力由后鋸缸上的單向調節閥調試。過高的壓力也很容易引起氣缸和氣缸的支撐當螺桿和滑動座損壞,上部壓力太小,進給速度太快時,傳送帶會自動停止(自動保護是正常的) 或碰撞后發生鋸切現象(自動保護可能會異常)。在的日常使用中,其前鋸和后鋸的氣壓要經常校對檢查,以防造成板材的耗費或設備部件的損壞。