云南半自動木工封邊機(jī)價格
發(fā)布時間:2024-05-11 00:28:32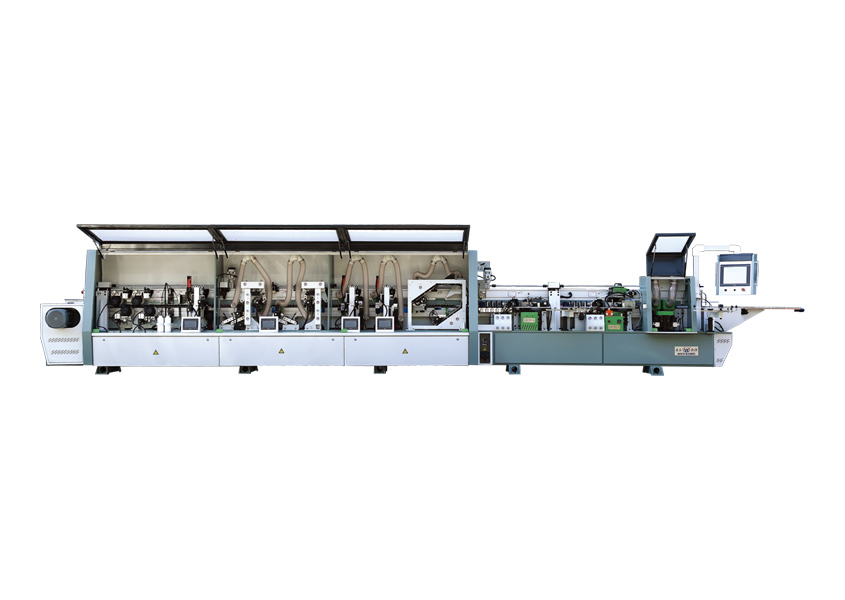
云南半自動木工封邊機(jī)價格
任何機(jī)器在進(jìn)行加工作業(yè)時都會有一些聲音,也不例外。在加工的過程中,全自動封邊機(jī)或多或少會產(chǎn)生一些噪音,這些噪音對加工機(jī)械的周圍會產(chǎn)生了一定的影響。所以,加工者掌握減輕噪音的方法很有必要,該如何減輕全自動封邊機(jī)的加工噪音?1、控制原材料的質(zhì)量:使用木工機(jī)械加工木材時,加工放置的木材要適量,要遵守全自動封邊機(jī)的加工要求。2、文明生產(chǎn):齒輪傳動噪聲有30%以上的原因來自毛刺、磕碰傷,當(dāng)出現(xiàn)這一情況時,及時解決掉就可以了。3、控制齒輪的精度:經(jīng)實(shí)踐驗(yàn)證,齒輪精度必須控制在GB10995-887~8級,線速度高于20m/s齒輪,齒距極限偏差、齒圈徑向跳動公差、齒向公差一定要穩(wěn)定達(dá)到7級精度。如果是正常全自動封邊機(jī)的噪音是不刺耳的,人聽著也不會難受,但如果機(jī)器出現(xiàn)的噪音異常,也刺耳,這就說明全自動封邊機(jī)出了故障,這時就要采取措施及時解決。

云南半自動木工封邊機(jī)價格
作為的操作員都了解,封邊機(jī)的齊頭磕板容易壞,一旦發(fā)生這種應(yīng)該怎么辦呢?修理方法:1、后齊頭下行速度或?yàn)檫^快或下行氣壓太大,會使靠尺撞板產(chǎn)生磕板。解決建議:調(diào)整后齊頭氣缸進(jìn)/排氣調(diào)壓閥,使下行速度力量全部降低。2、前齊頭上行壓力過大,板材行進(jìn)時撞擊前頭靠尺。解決建議:調(diào)整封邊機(jī)前齊頭上行調(diào)壓閥壓力使力量柔和。3、前齊頭下行信號行程開關(guān)位置錯位也會發(fā)生板材行至預(yù)定位置而碰不著行程開關(guān)或直接碰掉開關(guān),導(dǎo)致無信號發(fā)出而磕板。解決建議:調(diào)正行程開關(guān)位置,若有嚴(yán)重?fù)p壞直接更換。4、齊頭靠尺導(dǎo)向輪缺失造成磕板。解決建議:更換導(dǎo)向輪。5、封邊機(jī)齊頭靠尺接觸面有毛刺。解決建議:用細(xì)紗布磨掉。

云南半自動木工封邊機(jī)價格
前鋸和后鋸的氣壓大小,在封邊過程中的重要性估計很多人都清楚,但具體多大的氣壓,才能讓前鋸和后鋸的氣壓控制在一個合理的狀態(tài)下,這也許就不是每個封邊操作者都知道了。前鋸和后鋸的氣壓的大小是需要按照板材的尺寸,即大小、長短和厚度,來進(jìn)行調(diào)整的。也就是說,這前鋸和后鋸的氣壓是沒有一個固定的數(shù)值的,但會有一個氣壓數(shù)值范圍以供參考。應(yīng)根據(jù)工件的尺寸,厚度和長度來調(diào)節(jié)前后鋸的氣壓。

云南半自動木工封邊機(jī)價格
在家具封邊的工作過程中有時候會碰到涂膠不均勻的情況,那么這時候如何去解決呢:1、首先把的涂膠調(diào)大試試(針對門斜角大),如果不行再打開膠盒蓋子看看膠是或否已經(jīng)化好,如果膠太粘稠請溫度調(diào)高,如溫度已經(jīng)調(diào)至所用膠高數(shù)值那就是膠質(zhì)量差,請更換別的品牌膠使用。2、如果膠不粘稠,再看看板材是否壓緊。青島海洋精工木工機(jī)械廠提醒,如板材已經(jīng)壓緊,板材后半部仍然沒膠,可以調(diào)膠盒尾部防護(hù)罩內(nèi)部的膠盒頂絲(無彈簧),松內(nèi)六角螺絲桿(不要調(diào)太多,根據(jù)需要松0.5—1.5圈。