舟山全自動倒角封邊機價格
發布時間:2024-06-14 00:28:10
舟山全自動倒角封邊機價格
任何機器在進行加工作業時都會有一些聲音,也不例外。在加工的過程中,全自動封邊機或多或少會產生一些噪音,這些噪音對加工機械的周圍會產生了一定的影響。所以,加工者掌握減輕噪音的方法很有必要,該如何減輕全自動封邊機的加工噪音?1、控制原材料的質量:使用木工機械加工木材時,加工放置的木材要適量,要遵守全自動封邊機的加工要求。2、文明生產:齒輪傳動噪聲有30%以上的原因來自毛刺、磕碰傷,當出現這一情況時,及時解決掉就可以了。3、控制齒輪的精度:經實踐驗證,齒輪精度必須控制在GB10995-887~8級,線速度高于20m/s齒輪,齒距極限偏差、齒圈徑向跳動公差、齒向公差一定要穩定達到7級精度。如果是正常全自動封邊機的噪音是不刺耳的,人聽著也不會難受,但如果機器出現的噪音異常,也刺耳,這就說明全自動封邊機出了故障,這時就要采取措施及時解決。

舟山全自動倒角封邊機價格
在家具封邊的工作過程中有時候會碰到涂膠不均勻的情況,那么這時候如何去解決呢:1、首先把的涂膠調大試試(針對門斜角大),如果不行再打開膠盒蓋子看看膠是或否已經化好,如果膠太粘稠請溫度調高,如溫度已經調至所用膠高數值那就是膠質量差,請更換別的品牌膠使用。2、如果膠不粘稠,再看看板材是否壓緊。青島海洋精工木工機械廠提醒,如板材已經壓緊,板材后半部仍然沒膠,可以調膠盒尾部防護罩內部的膠盒頂絲(無彈簧),松內六角螺絲桿(不要調太多,根據需要松0.5—1.5圈。
舟山全自動倒角封邊機價格
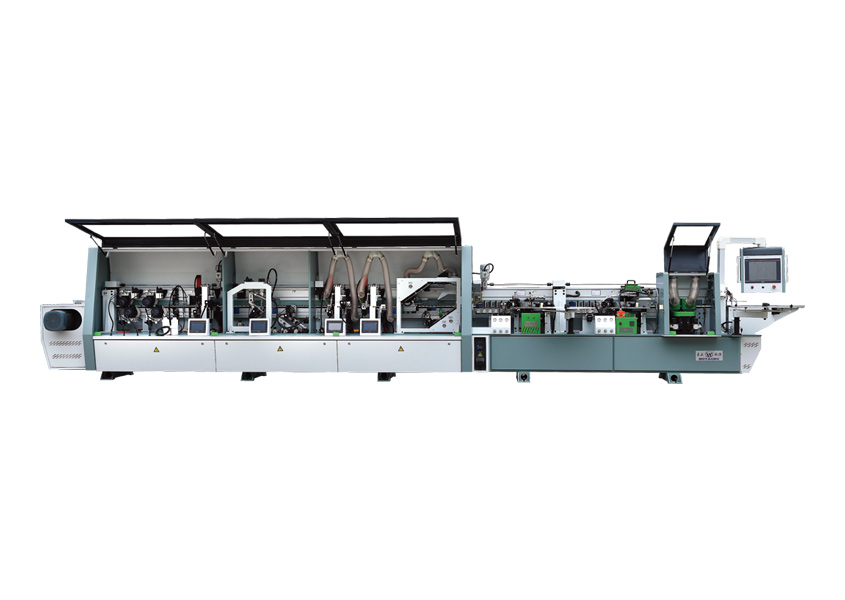
的側壓輪調試,側壓輪的進出可通過側壓輪后方的星形手柄來進行調節,調節時,先松開上方垂直的緊固桿,再通過星形手柄順時針方向旋轉--側壓輪退出;逆時針方向旋轉--側壓輪前進,一般以在封工件時側壓輪后退1-3mm左右為宜,調試好后必須鎖緊緊固桿。側壓輪壓力通過壓力調節閥來調節,壓力一般為1.5-5bar.壓力過大,易把工件從輸送帶上頂移位,工件的前端易出現掉角現象,壓力過小,封出的邊粘結不好,造成返工。壓力的調節還應根據工件的厚薄、長短、寬窄和封邊帶的厚薄、寬窄來調節,一般以封出的工件能達到質量要求即可。壓輪太靠前,工件前端也易掉角,同時前鋸切不好,到粗、精修和刮刀處,有些地方修不好邊。壓輪太靠后,封出的邊粘結不好,邊帶很容易撕掉,甚至工件上沒有封邊帶。
舟山全自動倒角封邊機價格
零件的規格:在進料速度一定的情況下,隨著零件封邊長度的增加,封邊時間有所增加,但零件間所需的短物料間隔會相應減小,所以整體的封邊效率是增加的。通過對企業調研數據表明同樣加工100件封邊尺寸200毫米的零件,當在進料速度從慢速增加到高速后,封邊時間減少了15.5%,而將零件尺寸增大到1500毫米后,封邊時間減少了26.2%,效率相差了10.7%。多功能單元(跟蹤仿形)的使用:跟蹤功能,也叫仿形功能,在機器的可視化調機界面上顯示為“成形銑”。實際功能就是根據封邊要求,對封邊條的端頭進行加工處理,目前很多封邊設備都選配有該功能模塊。在啟用跟蹤仿形功能時,通常封邊機技術參數說明中都要求將機器的速度降到Zui低,因為只有在這種工作狀態下,才能保證該工作單元穩定運行,從而減少因加工質量不穩定導致的返工時間。

舟山全自動倒角封邊機價格
適用于中密度纖維板、細木工板、實木板、刨花板、高分子門板、膠合板等直線封邊修邊等,可一次性具有雙面涂膠封邊帶切斷封邊帶粘合壓緊、齊頭、倒角、粗修、精修,介紹半自動封邊機封邊膠線的處理:封邊后板材與封邊帶之間的膠線會對板式家具的外觀產生不良影響。涂膠量過大,會使膠線明顯,反之,又會降低封邊強度。對于不連續或不均勻的膠線現象,產生的原因是多方面的,要綜合考慮以下幾個因素:板材的開料精度,板材的邊一定要與它的平面保持90°角;封邊機壓輥的壓力是否分布均勻、大小合適,壓力方向要與板材邊成90°角。涂膠輥是否完好,熱熔膠在它上面是否均勻,涂膠量是否合適;封好邊的板材盡量保存在較為清潔,粉塵少的地方,在整理工序中,避免臟的東西與膠線接觸。