上海數控木工封邊機廠家
發布時間:2024-07-31 00:27:51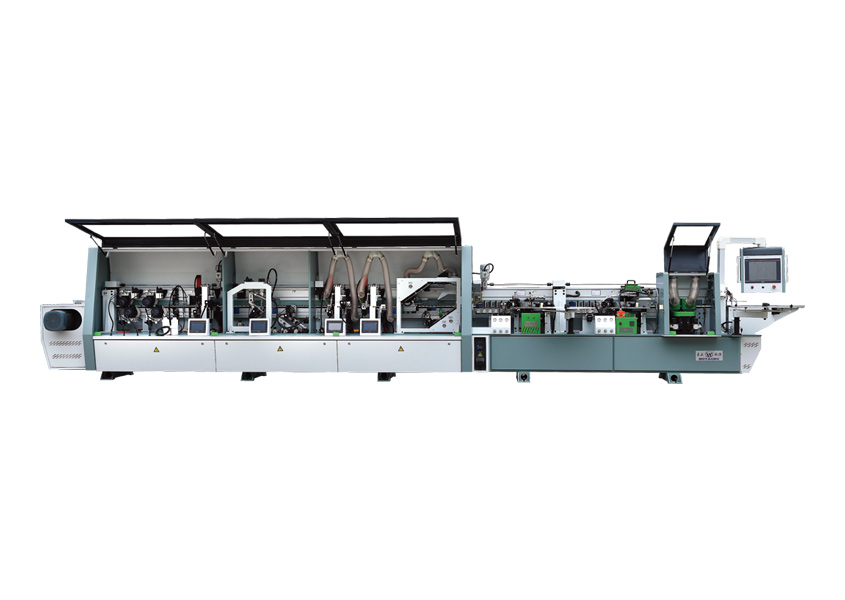
上海數控木工封邊機廠家
的主要優點就是粘接牢固、快捷、輕便、效率高,要想大此效果,除了選購好的封邊機外,還要注意封邊帶、熱熔膠、基材、工作環境和操作方法等要素。選擇封邊帶要注意寬度、厚度、材質、韌度、表面處理程度等要素。熱熔膠要注意高、中、低溫膠的區別,與封邊帶的種類匹配,還要科學設置加溫控制溫度以及溶膠的流淌性和凝固延時性。基材的選用也有質量、溫度、切面的平行度和垂直度要求,工作環境的室內溫度、灰塵濃度也需考慮、操作中基材、封邊帶、膠軸運行的速度、壓力、平衡性、連貫性等都會影響封邊效果。

上海數控木工封邊機廠家
前鋸的氣壓由三個調節閥共同完成,總的向下壓力為2-3ba,Zui高壓力為3-4ba,不帶儀表的調節閥是切割頭下方的泄壓閥。 如果向下壓力過高,則工件將無法跟上切割鋸的速度,從而可能導致準確的刀頭不準確; 如果向下壓力太小,則可能會造成對工件的撞擊,從而導致工件移動甚至損壞前鋸。 壓力過大可能會導致前鋸缸,缸支撐螺絲和閥座損壞。后鋸的下壓力也可通過調試閥進行調試,通常約為1-2ba。壓力過大會損壞工件。 如果向下壓力太小,則鋸無法跟上工件的速度,從而導致修剪不準確;向上壓力由后鋸缸上的單向調節閥調試。過高的壓力也很容易引起氣缸和氣缸的支撐當螺桿和滑動座損壞,上部壓力太小,進給速度太快時,傳送帶會自動停止(自動保護是正常的) 或碰撞后發生鋸切現象(自動保護可能會異常)。在的日常使用中,其前鋸和后鋸的氣壓要經常校對檢查,以防造成板材的耗費或設備部件的損壞。

上海數控木工封邊機廠家
作為的操作員都了解,封邊機的齊頭磕板容易壞,一旦發生這種應該怎么辦呢?修理方法:1、后齊頭下行速度或為過快或下行氣壓太大,會使靠尺撞板產生磕板。解決建議:調整后齊頭氣缸進/排氣調壓閥,使下行速度力量全部降低。2、前齊頭上行壓力過大,板材行進時撞擊前頭靠尺。解決建議:調整封邊機前齊頭上行調壓閥壓力使力量柔和。3、前齊頭下行信號行程開關位置錯位也會發生板材行至預定位置而碰不著行程開關或直接碰掉開關,導致無信號發出而磕板。解決建議:調正行程開關位置,若有嚴重損壞直接更換。4、齊頭靠尺導向輪缺失造成磕板。解決建議:更換導向輪。5、封邊機齊頭靠尺接觸面有毛刺。解決建議:用細紗布磨掉。

上海數控木工封邊機廠家
適用于中密度纖維板、細木工板、實木板、刨花板、高分子門板、膠合板等直線封邊修邊等,可一次性具有雙面涂膠封邊帶切斷封邊帶粘合壓緊、齊頭、倒角、粗修、精修,介紹半自動封邊機封邊膠線的處理:封邊后板材與封邊帶之間的膠線會對板式家具的外觀產生不良影響。涂膠量過大,會使膠線明顯,反之,又會降低封邊強度。對于不連續或不均勻的膠線現象,產生的原因是多方面的,要綜合考慮以下幾個因素:板材的開料精度,板材的邊一定要與它的平面保持90°角;封邊機壓輥的壓力是否分布均勻、大小合適,壓力方向要與板材邊成90°角。涂膠輥是否完好,熱熔膠在它上面是否均勻,涂膠量是否合適;封好邊的板材盡量保存在較為清潔,粉塵少的地方,在整理工序中,避免臟的東西與膠線接觸。

上海數控木工封邊機廠家
無論是進料靠板組件還是送料壓輪,都是上的重要組件,如有需要,必須立即調節好以保證封邊機不讓進料靠板組件和送料壓輪的問題而不能正常運作,影響封邊進度。如何調節的進料靠板組件和送料壓輪?如果發現進料靠板組件需要調節,可以參考以下的操作方法。進料位置,可通過轉動星形手柄調節絲桿,帶動進料靠板組件移動來調節。其中,順時針方向旋轉,進料靠板向立柱方向移動。反之,逆時針方向旋轉,進料靠板就會向外移動。當進料靠板與輸送帶不平行時,可通過組件下方的調節絲桿進行上下、左右調節,以達到兩者的平衡。對此,進料靠板組件就調節完畢。