臺州數(shù)控直線封邊機(jī)廠家
發(fā)布時(shí)間:2024-11-19 00:24:03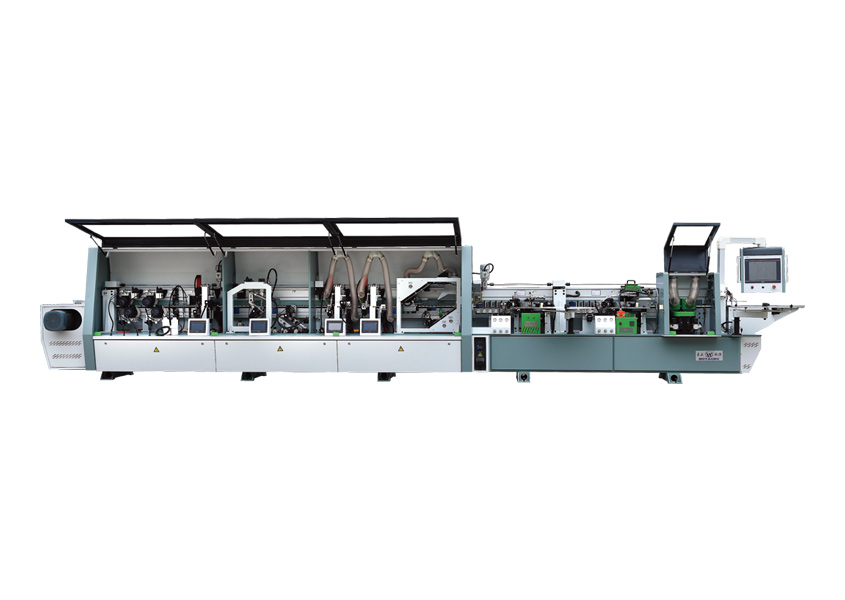
臺州數(shù)控直線封邊機(jī)廠家
在連續(xù)長時(shí)間的使用后,膠盒的內(nèi)壁會附著一層很厚的分解膠層,不僅會影響膠水的加熱效果和減少膠鍋的有效容量,而且在繼續(xù)的使用中分解膠層脫落會使膠變色和雜質(zhì)增多,直接影響到上膠量和封邊效果。由于熱熔膠的變色,使封完邊的成品板材出現(xiàn)黑色膠線同時(shí)影響封邊帶的粘合效果,所以在連續(xù)使用當(dāng)中,要三個(gè)月清洗一次膠盒。1、用人工刮擦膠盒的內(nèi)壁,把分解變色的殘膠脫落清出膠盒,將膠盒清理干凈后換上新膠。2、用膠盒專用清洗劑,方法是先將膠盒內(nèi)大部分膠清理出膠盒,然后將膠盒清洗劑倒入膠盒內(nèi),待清洗劑溶化后,啟動提膠軸使提膠軸運(yùn)轉(zhuǎn),接觸到清洗劑的殘余膠會自然脫落,達(dá)到清洗的目的,將脫落的殘膠清出膠盒換上新膠,即可繼續(xù)工作。

臺州數(shù)控直線封邊機(jī)廠家
機(jī)身的關(guān)鍵部分,機(jī)身底座。比較先進(jìn)的方式是鋼板激光切割,一次焊接而成。優(yōu)點(diǎn)是機(jī)身牢固不變形,從而增加整機(jī)的穩(wěn)定型。比較落后的方式是骨架焊接,然后補(bǔ)充鋼板,缺點(diǎn)是穩(wěn)定性比較差,有點(diǎn)是價(jià)格低廉。數(shù)控模組各主要廠商均可獨(dú)立設(shè)計(jì),大部分已申請專利保護(hù),進(jìn)料速度均已達(dá)到國外先進(jìn)水平。如今比較先進(jìn)的PLC包括LG系列,西門子系列等。各部組的機(jī)構(gòu),結(jié)構(gòu)基本相似。均可根據(jù)實(shí)際加工需求添加或減少相應(yīng)的部組。其中,仿型跟蹤的技術(shù)難度高,雖然機(jī)械加工工藝保證了部件的精密度,但是由于需要PLC的精密控制動作和吃刀量、仿型角度,因此如今國內(nèi)僅有少數(shù)大廠的仿型跟蹤比較成熟。

臺州數(shù)控直線封邊機(jī)廠家
為了防止出現(xiàn)漏電現(xiàn)象,要定期檢查裁板鋸、封邊機(jī)等電器線路問題,對于陳腐的線截面積不足的電纜線進(jìn)行更換,切實(shí)做到保證機(jī)械 電器使用的需求。對于耗電多的季節(jié),要注意電壓缺乏情況的防止和采取措施,以減免電壓引起機(jī)械電器工作。當(dāng)區(qū)域性電壓穩(wěn)定情況下,若單位內(nèi)電壓不穩(wěn)的應(yīng)考慮更換掉電纜線,若區(qū)域性電壓不穩(wěn)則考慮進(jìn)行增容并同時(shí)更換電纜線。為了防止漏電,當(dāng)然前提是一定要選擇,質(zhì)量過關(guān),信得過的封邊機(jī)品牌。

臺州數(shù)控直線封邊機(jī)廠家
的側(cè)壓輪調(diào)試,側(cè)壓輪的進(jìn)出可通過側(cè)壓輪后方的星形手柄來進(jìn)行調(diào)節(jié),調(diào)節(jié)時(shí),先松開上方垂直的緊固桿,再通過星形手柄順時(shí)針方向旋轉(zhuǎn)--側(cè)壓輪退出;逆時(shí)針方向旋轉(zhuǎn)--側(cè)壓輪前進(jìn),一般以在封工件時(shí)側(cè)壓輪后退1-3mm左右為宜,調(diào)試好后必須鎖緊緊固桿。側(cè)壓輪壓力通過壓力調(diào)節(jié)閥來調(diào)節(jié),壓力一般為1.5-5bar.壓力過大,易把工件從輸送帶上頂移位,工件的前端易出現(xiàn)掉角現(xiàn)象,壓力過小,封出的邊粘結(jié)不好,造成返工。壓力的調(diào)節(jié)還應(yīng)根據(jù)工件的厚薄、長短、寬窄和封邊帶的厚薄、寬窄來調(diào)節(jié),一般以封出的工件能達(dá)到質(zhì)量要求即可。壓輪太靠前,工件前端也易掉角,同時(shí)前鋸切不好,到粗、精修和刮刀處,有些地方修不好邊。壓輪太靠后,封出的邊粘結(jié)不好,邊帶很容易撕掉,甚至工件上沒有封邊帶。