衢州數(shù)控曲直線封邊機(jī)價(jià)格
發(fā)布時(shí)間:2025-05-01 00:20:28
衢州數(shù)控曲直線封邊機(jī)價(jià)格
隨著社會(huì)的生長(zhǎng),一些先進(jìn)儀器的出現(xiàn),在肯定水平上進(jìn)步了人們的事情服從,例如:封邊機(jī)。當(dāng)這些先進(jìn)儀器生長(zhǎng)到肯定水平,我們會(huì)思量怎么對(duì)他舉行操縱才氣更大水平的利用它,創(chuàng)造更大的利用率。簡(jiǎn)單講解一下怎樣提高封邊機(jī)的工作量。封邊機(jī)是一種代替手工將封邊程序:輸送——涂膠貼邊—— 切斷——前后齊頭——上下修邊——上下精修邊——上下刮邊——拋光進(jìn)行高度自動(dòng)化的機(jī)器,主要分為半自動(dòng)和手提兩種。是木工機(jī)械當(dāng)中的一種,屬實(shí)木機(jī)械類,封邊機(jī)顧名思義就是用來(lái)封邊用的,將傳統(tǒng)的手工操作流程用高度自動(dòng)化的機(jī)械完成。包括直面式異形封邊中的輸送——涂膠貼邊—— 切斷——前后齊頭——上下修邊——上下精修邊——上下刮邊——拋光等諸多工序。

衢州數(shù)控曲直線封邊機(jī)價(jià)格
機(jī)身的關(guān)鍵部分,機(jī)身底座。比較先進(jìn)的方式是鋼板激光切割,一次焊接而成。優(yōu)點(diǎn)是機(jī)身牢固不變形,從而增加整機(jī)的穩(wěn)定型。比較落后的方式是骨架焊接,然后補(bǔ)充鋼板,缺點(diǎn)是穩(wěn)定性比較差,有點(diǎn)是價(jià)格低廉。數(shù)控模組各主要廠商均可獨(dú)立設(shè)計(jì),大部分已申請(qǐng)專利保護(hù),進(jìn)料速度均已達(dá)到國(guó)外先進(jìn)水平。如今比較先進(jìn)的PLC包括LG系列,西門子系列等。各部組的機(jī)構(gòu),結(jié)構(gòu)基本相似。均可根據(jù)實(shí)際加工需求添加或減少相應(yīng)的部組。其中,仿型跟蹤的技術(shù)難度高,雖然機(jī)械加工工藝保證了部件的精密度,但是由于需要PLC的精密控制動(dòng)作和吃刀量、仿型角度,因此如今國(guó)內(nèi)僅有少數(shù)大廠的仿型跟蹤比較成熟。

衢州數(shù)控曲直線封邊機(jī)價(jià)格
粗修刀處有兩個(gè)垂直的調(diào)節(jié)手柄。外面的調(diào)節(jié)手柄調(diào)下刀的加工量,里面的調(diào)節(jié)手柄調(diào)上刀的加工量。衣柜封邊機(jī)粗修刀處還有兩個(gè)水平的調(diào)節(jié)手柄,上面的調(diào)節(jié)手柄調(diào)上衣柜封邊機(jī)粗修刀的進(jìn)出量,下面的調(diào)節(jié)手柄調(diào)下衣柜封邊機(jī)粗修刀的進(jìn)出量。上、下粗修刀進(jìn)出量調(diào)節(jié)手柄順時(shí)針?lè)较蜻x擇都是退刀,反之都是進(jìn)刀,如果進(jìn)刀太多,易造成修邊刀與護(hù)罩發(fā)生碰撞而損壞,造成設(shè)備事故:如果退刀太多,易造成修邊刀不能正常修邊。上、下壓輪(平輪)的調(diào)節(jié)力度一般以壓輪壓住工件時(shí),用手稍微用力能扳動(dòng)壓輪為宜。壓力通過(guò)擰動(dòng)彈簧處的自鎖螺母來(lái)調(diào)節(jié),順時(shí)針?lè)较蛐D(zhuǎn),壓力增大,反之減小。壓力過(guò)大,工件前端易損壞,壓力過(guò)小,不能很好的仿形,修邊的效果不好,甚至修不了邊。

衢州數(shù)控曲直線封邊機(jī)價(jià)格
的側(cè)壓輪調(diào)試,側(cè)壓輪的進(jìn)出可通過(guò)側(cè)壓輪后方的星形手柄來(lái)進(jìn)行調(diào)節(jié),調(diào)節(jié)時(shí),先松開(kāi)上方垂直的緊固桿,再通過(guò)星形手柄順時(shí)針?lè)较蛐D(zhuǎn)--側(cè)壓輪退出;逆時(shí)針?lè)较蛐D(zhuǎn)--側(cè)壓輪前進(jìn),一般以在封工件時(shí)側(cè)壓輪后退1-3mm左右為宜,調(diào)試好后必須鎖緊緊固桿。側(cè)壓輪壓力通過(guò)壓力調(diào)節(jié)閥來(lái)調(diào)節(jié),壓力一般為1.5-5bar.壓力過(guò)大,易把工件從輸送帶上頂移位,工件的前端易出現(xiàn)掉角現(xiàn)象,壓力過(guò)小,封出的邊粘結(jié)不好,造成返工。壓力的調(diào)節(jié)還應(yīng)根據(jù)工件的厚薄、長(zhǎng)短、寬窄和封邊帶的厚薄、寬窄來(lái)調(diào)節(jié),一般以封出的工件能達(dá)到質(zhì)量要求即可。壓輪太靠前,工件前端也易掉角,同時(shí)前鋸切不好,到粗、精修和刮刀處,有些地方修不好邊。壓輪太靠后,封出的邊粘結(jié)不好,邊帶很容易撕掉,甚至工件上沒(méi)有封邊帶。

衢州數(shù)控曲直線封邊機(jī)價(jià)格
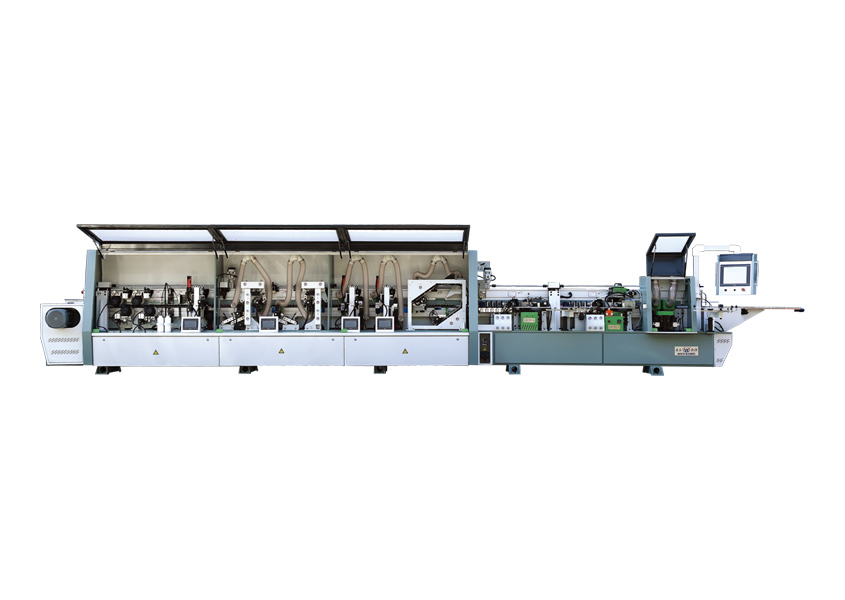
的功能有:預(yù)銑、涂膠、封邊、前后齊頭、粗修、精修、仿形跟蹤、刮邊、開(kāi)槽及附加熱轉(zhuǎn)印等功能,購(gòu)買合適的關(guān)鍵的就是根據(jù)自身生產(chǎn)需要選擇對(duì)應(yīng)的功能。預(yù)銑:采用雙銑刀對(duì)裁板鋸開(kāi)料鋸加工后引起的波紋痕跡、毛刺或者不垂直現(xiàn)象,進(jìn)行再次修飾,以達(dá)到更好的封邊效果。使得封邊條與板材的貼合更加緊密,整體性和美觀度更佳。涂膠封邊:通過(guò)特殊的結(jié)構(gòu),使封邊板材和封邊材料雙面涂膠均勻,保證粘合力更加牢固。齊頭:通過(guò)精密的直線導(dǎo)軌運(yùn)動(dòng),采用靠模自動(dòng)跟蹤和高頻高速電機(jī)快速切削結(jié)構(gòu),保證切斷面平整光滑。
衢州數(shù)控曲直線封邊機(jī)價(jià)格
在液壓系統(tǒng)的設(shè)計(jì)中,往往應(yīng)先決定液壓缸的工作速度,然后求出所需要的流量。設(shè)計(jì)時(shí)要注意,液壓泵的嗎定流量應(yīng)大于液壓缸所需要的流量,這樣可以彌補(bǔ)因泄漏而引起的損失。但是也不能選用流量過(guò)高的液壓泵,這樣不但會(huì)加快液壓缸速度,而且在節(jié)流調(diào)速時(shí)使大量油液從溢流閥捧出,引起泊溫的升高。而泊溫的變化又會(huì)影響液壓缸運(yùn)動(dòng)的穩(wěn)定性。在多液壓缸的液壓系統(tǒng)中,如果是版序運(yùn)動(dòng)的話,則在選擇液壓泵額定流盤時(shí)應(yīng)以所需流量大的液壓缸為準(zhǔn)。如果多缸同時(shí)運(yùn)動(dòng),那么液壓泵的領(lǐng)定流量應(yīng)大于同時(shí)運(yùn)動(dòng)的液壓缸所需流量的總和。液壓缸安全系數(shù)的選定,直接影響液壓缸的質(zhì)量和經(jīng)濟(jì)性。在液壓缸零件的強(qiáng)度計(jì)算中,設(shè)計(jì)者通常嚴(yán)格遵循公式的使用條件,力求得到準(zhǔn)確的計(jì)算結(jié)果。然而,倘若安全系數(shù)選取不當(dāng),計(jì)算出的數(shù)值將會(huì)是不合理的。安全系數(shù)的選定并沒(méi)有硬性規(guī)定,但是必須在充分保證安全的條件下,盡量選擇較小的數(shù)值。安全系數(shù)取得過(guò)大,不僅會(huì)造成不必要的浪費(fèi),提高了成本,而且設(shè)計(jì)的液壓缸外形尺寸大,重量也校大,常常不能適應(yīng)工作機(jī)械的要求。但是安全系數(shù)也不能取得太低,以免發(fā)生事故。