山西半自動木工封邊機廠家
發(fā)布時間:2022-01-28 00:35:51
山西半自動木工封邊機廠家
而送料壓輪也要格外注意,其調(diào)節(jié)操作如下。壓輪的高低根據(jù)工件的寬窄、長短、厚度和壓輪磨損的程度,通過壓輪升降調(diào)整桿和數(shù)碼表來調(diào)節(jié),一般以壓輪下表面低于工件上表面3毫米左右比較合適。送料壓輪壓得太松了,板材在上就容易位移,從而會影響到封邊的質(zhì)量。而送料壓輪壓得太緊的情況下,壓輪容易受力過大而出現(xiàn)損壞、壓梁或是立柱變形較大的現(xiàn)象,這樣長時間使用直接會導(dǎo)致壓梁和立柱變形,進而影響到封邊機作業(yè),也會使減速箱電機負(fù)載大,輕則造成封邊機跳閘停機,嚴(yán)重的話會對封邊機造成損壞,讓封邊機提前進入了大規(guī)模維修階段,這大大縮短了封邊機的使用壽命。在的部件中,進料靠板組件和送料壓輪雖然只是其中的一部分,其調(diào)節(jié)起來也很容易把問題解決,但如果對它們不給予足夠的重視,只要一點點的板材移位或壓輪壓力不對,都會給封邊機造成很大的影響,直接的反映就是板材封邊效果不佳。

山西半自動木工封邊機廠家
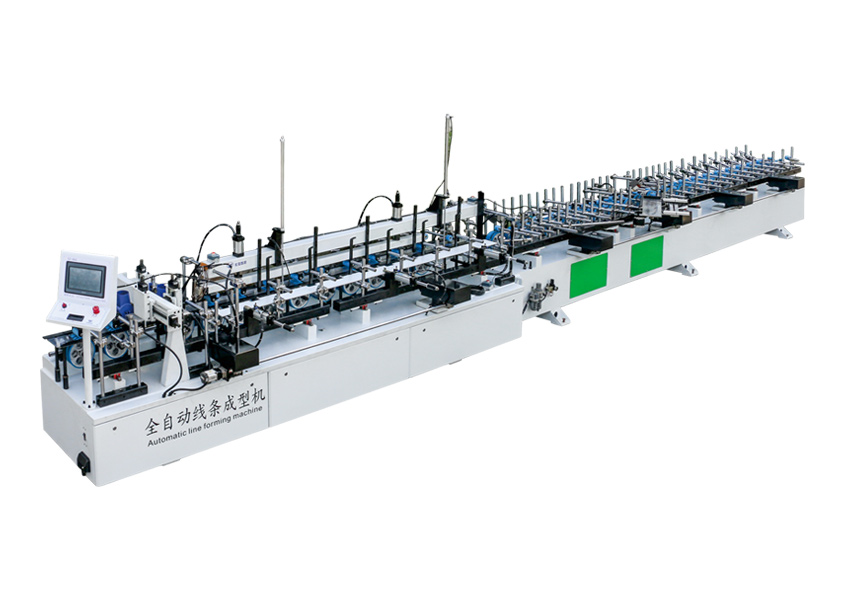
銑削頭:配有上下、前后、旋轉(zhuǎn)角度的兩種燕尾導(dǎo)軌和一種旋轉(zhuǎn)槽軌,可根據(jù)不同角度、厚度、形狀的封邊,進行調(diào)整。銑削頭電機為特制高速電機,用戶可根據(jù)板材材質(zhì)和被封邊銑削面粗糙度,在調(diào)頻器上方便的調(diào)整速度。燙印結(jié)構(gòu):的兩個燙印輪為硅膠制成,可耐高溫200℃,燙印輪的外邊保溫罩內(nèi)各有一個加熱器,由于燙印輪經(jīng)常處于工作臺行進速度同步的旋轉(zhuǎn)狀態(tài),因此加熱均勻。熱傳感器不停的將硅膠輪溫度傳出,并在溫度顯示器上顯示,燙印輪軸同時具備上下、前后轉(zhuǎn)角度功能以適應(yīng)銑磨出的板材曲面形狀。配電箱與按鈕站:為全部電器控制機床自動工作的樞紐,按鈕站上具備輸送帶開停、銑槽開停、砂光開停,卷帶開停、燙印輪開停等。輔助工作臺:為加工寬度較大的封邊板材而設(shè),可用手將工作臺抽出,輔助工作臺上有個小滑輪,使寬大板材可沿滑輪進入加工區(qū)和導(dǎo)出加工區(qū)。
山西半自動木工封邊機廠家
在的使用過程中,封邊產(chǎn)品不得有開膠缺頭、漏封、疊封、跑偏、壓痕等現(xiàn)象,膠合要嚴(yán)密,表面要平整干凈。工作過程中,要注意清理干凈膠爐里的廢膠、碎邊條等雜物,使其回流通暢。操作要穩(wěn)拿輕放,板面膠屑要清除,保護板面不受磨損。封邊完成的部件,要會同質(zhì)檢員進行質(zhì)量檢驗,合格的部件要堆放整齊,附上加工流送單,送交下工序,不合格的應(yīng)及時修補。操作中發(fā)生停電及其它事故,離開操作崗位時,應(yīng)關(guān)閉電源。設(shè)備停機前,應(yīng)先關(guān)閉電加熱槽,并將膠爐上外溢膠液和燒焦的殘膠,以及壓料膠輥和定規(guī)膠輥上的膠渣清除干凈,而且將兩涂膠輪的膠量調(diào)到低到零。
山西半自動木工封邊機廠家
在利用的時間,我們也要細(xì)致到平常對付封邊機的調(diào)養(yǎng)和視察。縱然的舉行封邊機的調(diào)養(yǎng)和維修。許多時間,都是從每個細(xì)節(jié)中發(fā)明我們的事情設(shè)置裝備部署的出現(xiàn)的一些題目。縱然發(fā)明縱然處置處罰。要是想要進步的事情服從和事情質(zhì)量,起首我們應(yīng)該細(xì)致的一點便是我們可以利用人工舉行一些簡樸的操縱和修補,如許一來,我們就可以不消舉行翻工,如許也在肯定水平上節(jié)流了質(zhì)料的開支。許多時間,我們必要在各個方面舉行根本的修補操縱。這便是用我們所說的壹加壹大于貳的結(jié)果。在很大水平上不光進步了事情服從,各個方面也都是有了較大水平的利用。

山西半自動木工封邊機廠家
隨著科技的發(fā)展,高性能的封邊設(shè)備層出不窮。不同的機型性能不同,齊頭裝置對短物料間隔距離的限制也不一樣。此外,調(diào)機所需的時間和調(diào)機的頻率、設(shè)備的多功能單元(如跟蹤仿形修邊)的作用等也會對生產(chǎn)效率產(chǎn)生影響,以下是影響生產(chǎn)效率的一些因素。進料速度對生產(chǎn)效率的影響:封邊加工是動態(tài)的通過式加工,所以加工時間實際上主要取決于零件規(guī)格(封邊長度)和前后兩個零件之間的間隔,而這兩個因素與進料的速度密切相關(guān)。封邊零件前后間隔:工作時,由于受到齊頭刀具(包括仿形刀具)加工狀態(tài)的限制,在齊頭加工中刀具必須恢復(fù)到初始狀態(tài)后才能繼續(xù)加工下一個零件,這樣相鄰的兩個零件之間必須保持一個“短物料間隔”,這個間隔由機器進料控制系統(tǒng)根據(jù)刀具工作頻率和進料速度的變化加以控制。單機的齊頭裝置工作節(jié)奏通常是固定不變的,所以間隔大小主要取決于進料速度的變化,兩者呈線性正比例關(guān)系。