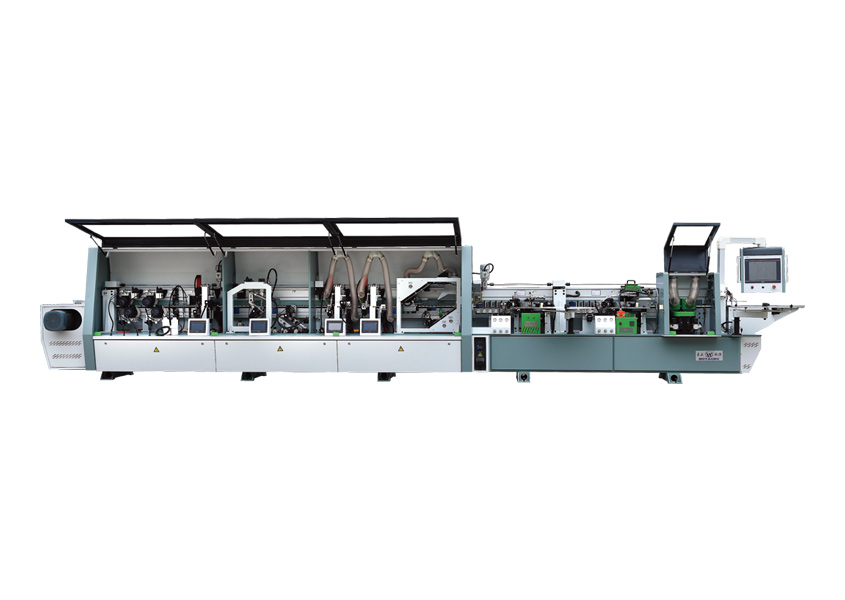
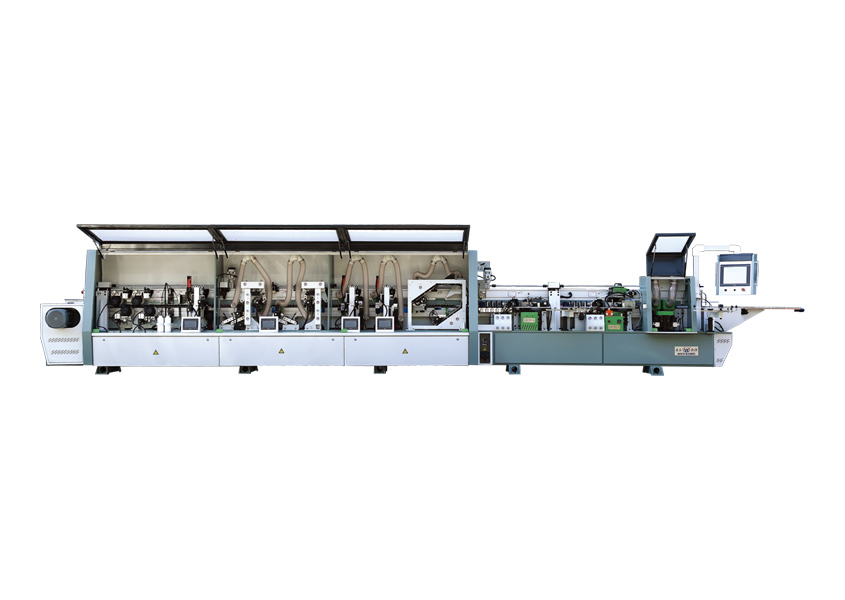
吉林全自動封邊機定制
發布時間:2022-02-03 00:35:47
吉林全自動封邊機定制
而送料壓輪也要格外注意,其調節操作如下。壓輪的高低根據工件的寬窄、長短、厚度和壓輪磨損的程度,通過壓輪升降調整桿和數碼表來調節,一般以壓輪下表面低于工件上表面3毫米左右比較合適。送料壓輪壓得太松了,板材在上就容易位移,從而會影響到封邊的質量。而送料壓輪壓得太緊的情況下,壓輪容易受力過大而出現損壞、壓梁或是立柱變形較大的現象,這樣長時間使用直接會導致壓梁和立柱變形,進而影響到封邊機作業,也會使減速箱電機負載大,輕則造成封邊機跳閘停機,嚴重的話會對封邊機造成損壞,讓封邊機提前進入了大規模維修階段,這大大縮短了封邊機的使用壽命。在的部件中,進料靠板組件和送料壓輪雖然只是其中的一部分,其調節起來也很容易把問題解決,但如果對它們不給予足夠的重視,只要一點點的板材移位或壓輪壓力不對,都會給封邊機造成很大的影響,直接的反映就是板材封邊效果不佳。

吉林全自動封邊機定制
剛性主軸的設計中對滑動軸承和滾動軸承都采用,但大多數情況下采用是采用滾動軸承,因為滾動軸承具有尺寸小、轉速高、壽命長、裝配簡單、密封和潤滑也比較簡單,而且可以直接從樣本中選用等優點。但是,因為滑動軸承抗震性好,徑向尺寸較小,所以在剛性軸設計中經常被采用。在該設計中,由于所設計的屬于有較小震動的機床,因此選用滾動軸承做為支撐。軸承種類的選用:排鉆設計中,采用滾動軸承的種類很多,根據主軸所受載荷的大小,方向和轉速的不同而不同。常采用的滾動軸承有以下幾種:單列向心球軸承、單列圓錐滾子軸承,單列向心推力球軸承,雙列向心短圓柱滾子軸承、單列推力球軸承單列向心短圓柱滾子軸承等。其中向心軸承主要承受徑向載荷,也能承受不大的軸向載荷;推力軸承只能承受軸向載荷;向心推力軸承既能承受軸向載荷,又能承受徑向載荷。排鉆本設計中,主軸即承受軸向載荷,有承受徑向載荷,因此選用單列圓錐滾子軸。

吉林全自動封邊機定制
電氣故障:包括主機停轉、升溫不快、程序紊亂等,不及時排除,會燒壞電機和加熱管,甚至損壞整個機械系統。維修時主要檢查電器控制箱、電機、加熱管、延時器等。這種檢修一般要由專業人員或由制造商廠家修理。封邊機氣路故障:包括氣閥失靈、漏氣,氣壓偏低,切刀、送料不工作等,主要檢查各種氣動元件的完好情況,更換零件可以在制作廠家技術人員指導下進行。封邊機機械故障:主要有傳動失靈,涂膠不勻,送料故障和切刀故障等,主要檢查各機械部件的完好情況和牢固部位,傳動部位是否發生偏移。粘接故障:如粘不住、跑偏、夾帶等,這是一個綜合性故障,與膠軸、封邊帶、溶膠、基材和操作有關。這種故障可能交替出現,也可能單一出現,具體維修要視情況而定。
吉林全自動封邊機定制
機身的關鍵部分,機身底座。比較先進的方式是鋼板激光切割,一次焊接而成。優點是機身牢固不變形,從而增加整機的穩定型。比較落后的方式是骨架焊接,然后補充鋼板,缺點是穩定性比較差,有點是價格低廉。數控模組各主要廠商均可獨立設計,大部分已申請專利保護,進料速度均已達到國外先進水平。如今比較先進的PLC包括LG系列,西門子系列等。各部組的機構,結構基本相似。均可根據實際加工需求添加或減少相應的部組。其中,仿型跟蹤的技術難度高,雖然機械加工工藝保證了部件的精密度,但是由于需要PLC的精密控制動作和吃刀量、仿型角度,因此如今國內僅有少數大廠的仿型跟蹤比較成熟。
吉林全自動封邊機定制
前鋸的氣壓由三個調節閥共同完成,總的向下壓力為2-3ba,Zui高壓力為3-4ba,不帶儀表的調節閥是切割頭下方的泄壓閥。 如果向下壓力過高,則工件將無法跟上切割鋸的速度,從而可能導致準確的刀頭不準確; 如果向下壓力太小,則可能會造成對工件的撞擊,從而導致工件移動甚至損壞前鋸。 壓力過大可能會導致前鋸缸,缸支撐螺絲和閥座損壞。后鋸的下壓力也可通過調試閥進行調試,通常約為1-2ba。壓力過大會損壞工件。 如果向下壓力太小,則鋸無法跟上工件的速度,從而導致修剪不準確;向上壓力由后鋸缸上的單向調節閥調試。過高的壓力也很容易引起氣缸和氣缸的支撐當螺桿和滑動座損壞,上部壓力太小,進給速度太快時,傳送帶會自動停止(自動保護是正常的) 或碰撞后發生鋸切現象(自動保護可能會異常)。在的日常使用中,其前鋸和后鋸的氣壓要經常校對檢查,以防造成板材的耗費或設備部件的損壞。