黑龍江數控曲線封邊機定制
發布時間:2022-03-02 00:35:38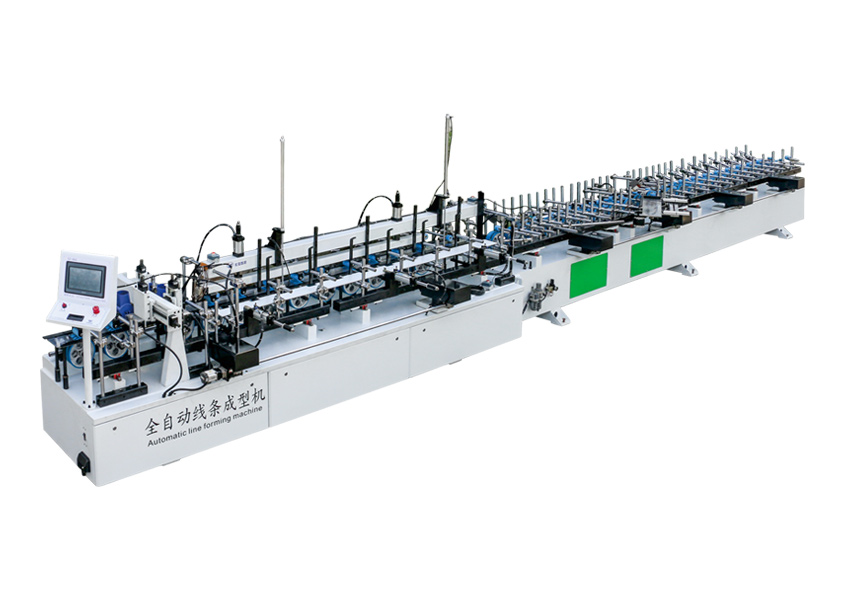
黑龍江數控曲線封邊機定制
前鋸的氣壓由三個調節閥共同完成,總的向下壓力為2-3ba,Zui高壓力為3-4ba,不帶儀表的調節閥是切割頭下方的泄壓閥。 如果向下壓力過高,則工件將無法跟上切割鋸的速度,從而可能導致準確的刀頭不準確; 如果向下壓力太小,則可能會造成對工件的撞擊,從而導致工件移動甚至損壞前鋸。 壓力過大可能會導致前鋸缸,缸支撐螺絲和閥座損壞。后鋸的下壓力也可通過調試閥進行調試,通常約為1-2ba。壓力過大會損壞工件。 如果向下壓力太小,則鋸無法跟上工件的速度,從而導致修剪不準確;向上壓力由后鋸缸上的單向調節閥調試。過高的壓力也很容易引起氣缸和氣缸的支撐當螺桿和滑動座損壞,上部壓力太小,進給速度太快時,傳送帶會自動停止(自動保護是正常的) 或碰撞后發生鋸切現象(自動保護可能會異常)。在的日常使用中,其前鋸和后鋸的氣壓要經常校對檢查,以防造成板材的耗費或設備部件的損壞。

黑龍江數控曲線封邊機定制
的電氣故障:包括主機停轉、升溫不快、程序紊亂等,不及時排除,會燒壞電機和加熱管,甚至損壞整個機械系統。維修時主要檢查電器控制箱、電機、加熱管、延時器等。這種檢修一般要由專業人員或由制造商廠家修理。的氣路故障:包括氣閥失靈、漏氣,氣壓偏低,切刀、送料不工作等,主要檢查各種氣動元件的完好情況,更換零件可以在制作廠家技術人員指導下進行。
黑龍江數控曲線封邊機定制
機身的關鍵部分,機身底座。比較先進的方式是鋼板激光切割,一次焊接而成。優點是機身牢固不變形,從而增加整機的穩定型。比較落后的方式是骨架焊接,然后補充鋼板,缺點是穩定性比較差,有點是價格低廉。數控模組各主要廠商均可獨立設計,大部分已申請專利保護,進料速度均已達到國外先進水平。如今比較先進的PLC包括LG系列,西門子系列等。各部組的機構,結構基本相似。均可根據實際加工需求添加或減少相應的部組。其中,仿型跟蹤的技術難度高,雖然機械加工工藝保證了部件的精密度,但是由于需要PLC的精密控制動作和吃刀量、仿型角度,因此如今國內僅有少數大廠的仿型跟蹤比較成熟。

黑龍江數控曲線封邊機定制
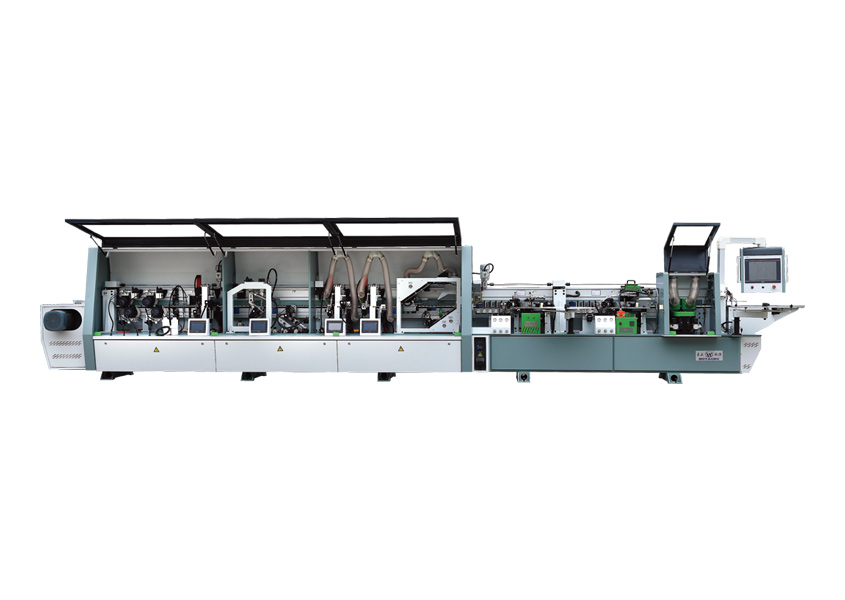
零件的規格:在進料速度一定的情況下,隨著零件封邊長度的增加,封邊時間有所增加,但零件間所需的短物料間隔會相應減小,所以整體的封邊效率是增加的。通過對企業調研數據表明同樣加工100件封邊尺寸200毫米的零件,當在進料速度從慢速增加到高速后,封邊時間減少了15.5%,而將零件尺寸增大到1500毫米后,封邊時間減少了26.2%,效率相差了10.7%。多功能單元(跟蹤仿形)的使用:跟蹤功能,也叫仿形功能,在機器的可視化調機界面上顯示為“成形銑”。實際功能就是根據封邊要求,對封邊條的端頭進行加工處理,目前很多封邊設備都選配有該功能模塊。在啟用跟蹤仿形功能時,通常封邊機技術參數說明中都要求將機器的速度降到Zui低,因為只有在這種工作狀態下,才能保證該工作單元穩定運行,從而減少因加工質量不穩定導致的返工時間。

黑龍江數控曲線封邊機定制
對于新家來說是必不可少的一件工具,它可以用來進行地板封邊。但是往往時間一久其質量就沒有當初買回來那樣好了,導致這種情況有很多種原因,封邊機封邊質量不過關的解決辦法:1、若局部封邊條未能與板邊牢固粘合可以涂膠修補;2、必要時將封邊條撕掉、鋸掉或銑掉重新封邊;3、當發現板件上有銹斑時及時對機器擦拭防銹油;4、經常維護封邊機設備尤其是封邊機的涂膠裝置;5、工藝流程和工序之間的配合(如先鉆孔的板件或門條成組封邊等),要清晰明了配合不好也會產生不良的影響;6、的性能(如履帶速度)、工件擺放的方位和高度、工人的作業速度和對故障的判斷處理能力、工人的作業配合等都會影響封邊機的正常使用,所以工人上崗前應對其進行必要的使用培訓,如想盡量減少工作中被打斷影響工時請盡量使用熟練工人操作。

黑龍江數控曲線封邊機定制
在家具加工過程中,封邊是一項很重要的步驟,封邊質量的好壞直接影響家具的質量,所以在使用的時候也有些技巧,介紹關于工作時的熱封處理工作。首先來說,要選擇合適的熱封材料以及熱封參數,可以降低生產線的廢品率,而且可以有效提高包裝物整體的阻隔性能。然后來說,熱壓封合是用某種方式加熱封口處材料,使其達到粘流狀態后加壓使之粘封。另外的話,熱封頭是熱壓封合的執行機構,根據熱封頭的結構形式及加熱方法的不同,選擇不同的熱壓封口。