河南數控曲直線封邊機廠家
發布時間:2022-06-17 00:35:21
河南數控曲直線封邊機廠家
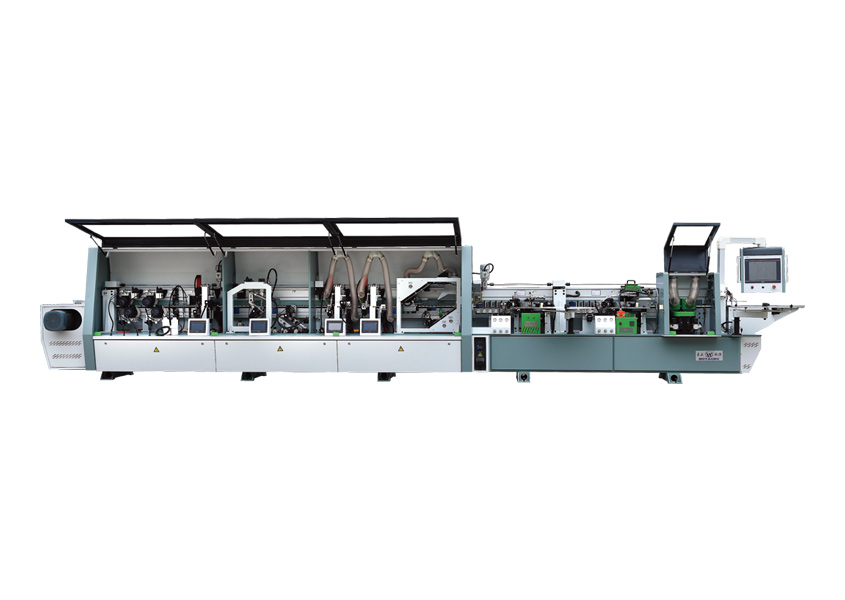
有曲直線封邊機和直線封邊機的區別,曲直線封邊機為手動式封邊機、直線封邊機為全自動式。從市場需求看,手動式更適合中小家具廠使用,且價格低,操作方便,易于維修,市場銷售的產品有意大利、日本、臺灣和中國內地市場的,按其制造原理分為兩類:即上膠罐式和下膠罐式,前者傳動由上向下,膠罐在上,后者傳動由下向上,膠罐在下。前者后于后者,其特點為:1、不漏膠。下膠罐由于傳動原因,密封圈損壞后就會造成漏膠,影響機器正常運行。上膠罐不存在漏膠問題。2、溶膠不老化。下膠罐存在殘膠多次加溫老化影響粘接質量問題,上膠罐中溶膠自上而下滲出,沒有沉淀和殘留。3、易于清洗。機器的定期清洗,上膠罐比下膠罐方便,甚至可以不停機清洗,不影響生產。4、故障少。上傳動齒輪加油方便,減少故障。
河南數控曲直線封邊機廠家
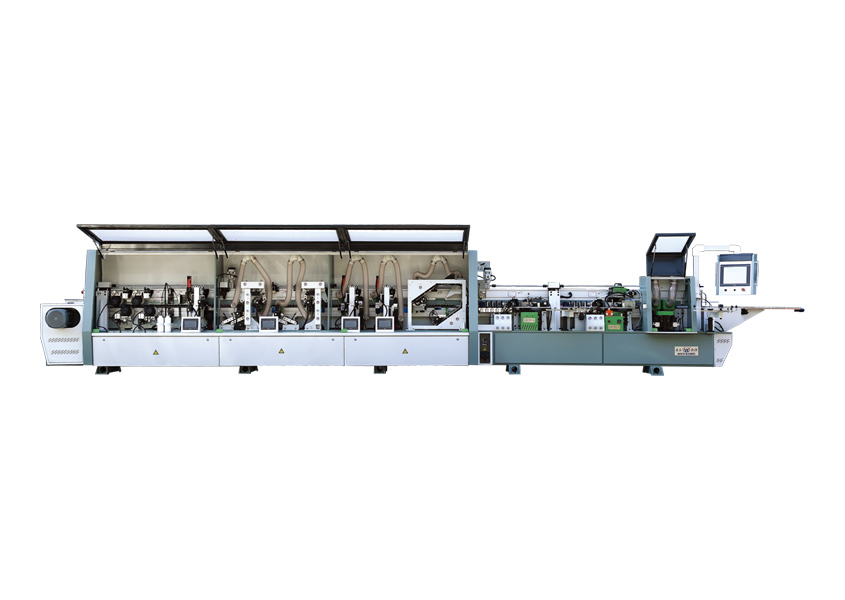
的送料壓輪調試,壓輪的高低根據工件的寬窄、長短、厚度和壓輪磨損的程度,通過壓輪升降調整桿和數碼表來調節,一般以壓輪下表面低于工件上表面3mm左右為宜(可以通過數字表看)。壓的過松,工件在上容易位移,影響封邊的質量;壓的過緊,壓輪容易損壞、壓梁和立柱變形較大,長時間使用會造成壓梁和立柱變形,影響設備精度;同時也會使減速箱電機負載較大,造成跳閘停機,嚴重者損壞設備。進料靠板組件調試,進料位置可通過轉動星形手柄調節絲桿帶動進料靠板組件移動來調節。順時針方向旋轉,進料靠板向立柱方向移動,反之,向外移動(有預銑功能的才能移動,老機型沒有此項功能)。當靠板與輸送帶不平行時,可通過組件下方的調節絲桿進行上下、左右調節。

河南數控曲直線封邊機廠家
任何機器在進行加工作業時都會有一些聲音,也不例外。在加工的過程中,全自動封邊機或多或少會產生一些噪音,這些噪音對加工機械的周圍會產生了一定的影響。所以,加工者掌握減輕噪音的方法很有必要,該如何減輕全自動封邊機的加工噪音?1、控制原材料的質量:使用木工機械加工木材時,加工放置的木材要適量,要遵守全自動封邊機的加工要求。2、文明生產:齒輪傳動噪聲有30%以上的原因來自毛刺、磕碰傷,當出現這一情況時,及時解決掉就可以了。3、控制齒輪的精度:經實踐驗證,齒輪精度必須控制在GB10995-887~8級,線速度高于20m/s齒輪,齒距極限偏差、齒圈徑向跳動公差、齒向公差一定要穩定達到7級精度。如果是正常全自動封邊機的噪音是不刺耳的,人聽著也不會難受,但如果機器出現的噪音異常,也刺耳,這就說明全自動封邊機出了故障,這時就要采取措施及時解決。
河南數控曲直線封邊機廠家
在液壓系統的設計中,往往應先決定液壓缸的工作速度,然后求出所需要的流量。設計時要注意,液壓泵的嗎定流量應大于液壓缸所需要的流量,這樣可以彌補因泄漏而引起的損失。但是也不能選用流量過高的液壓泵,這樣不但會加快液壓缸速度,而且在節流調速時使大量油液從溢流閥捧出,引起泊溫的升高。而泊溫的變化又會影響液壓缸運動的穩定性。在多液壓缸的液壓系統中,如果是版序運動的話,則在選擇液壓泵額定流盤時應以所需流量大的液壓缸為準。如果多缸同時運動,那么液壓泵的領定流量應大于同時運動的液壓缸所需流量的總和。液壓缸安全系數的選定,直接影響液壓缸的質量和經濟性。在液壓缸零件的強度計算中,設計者通常嚴格遵循公式的使用條件,力求得到準確的計算結果。然而,倘若安全系數選取不當,計算出的數值將會是不合理的。安全系數的選定并沒有硬性規定,但是必須在充分保證安全的條件下,盡量選擇較小的數值。安全系數取得過大,不僅會造成不必要的浪費,提高了成本,而且設計的液壓缸外形尺寸大,重量也校大,常常不能適應工作機械的要求。但是安全系數也不能取得太低,以免發生事故。

河南數控曲直線封邊機廠家
的側壓輪調試,側壓輪的進出可通過側壓輪后方的星形手柄來進行調節,調節時,先松開上方垂直的緊固桿,再通過星形手柄順時針方向旋轉--側壓輪退出;逆時針方向旋轉--側壓輪前進,一般以在封工件時側壓輪后退1-3mm左右為宜,調試好后必須鎖緊緊固桿。側壓輪壓力通過壓力調節閥來調節,壓力一般為1.5-5bar.壓力過大,易把工件從輸送帶上頂移位,工件的前端易出現掉角現象,壓力過小,封出的邊粘結不好,造成返工。壓力的調節還應根據工件的厚薄、長短、寬窄和封邊帶的厚薄、寬窄來調節,一般以封出的工件能達到質量要求即可。壓輪太靠前,工件前端也易掉角,同時前鋸切不好,到粗、精修和刮刀處,有些地方修不好邊。壓輪太靠后,封出的邊粘結不好,邊帶很容易撕掉,甚至工件上沒有封邊帶。