河南全自動封邊機廠家
發(fā)布時間:2022-07-06 00:35:22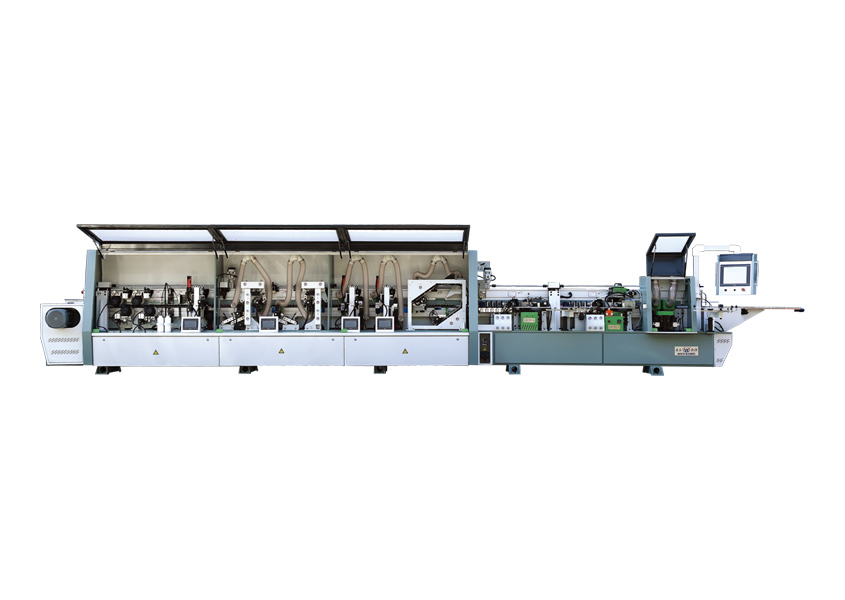
河南全自動封邊機廠家
封邊帶托盤:封邊帶托盤用于擺放卷式或者定長邊膜,并導向工作,機械進給運動時,傳動將自動開啟。傳動在兩個滾輪上通過鏈條傳動,加工薄的和已損壞的壓膜材料時使用鑲橡膠的傳動滾輪。加工定長木條時用針輪,加工pvc或亞克力等類似材料壓膜時用鋼制滾花傳送滾輪。涂膠系統(tǒng):涂膠系統(tǒng)用于在工件邊上涂抹釉熔膠,熔膠溶氣將填充釉膠合劑,熔膠將在熔膠容器中被熔化,旋轉(zhuǎn)涂膠軸將熱的釉膠合劑輸送到工件上,定量裝置控制供給量,調(diào)整螺絲調(diào)整膠軸的垂直,調(diào)整涂膠軸與工件之間的距離,涂膠軸與導向器的距離,涂膠系統(tǒng)是彈性安裝的,距離大為0.5mm。

河南全自動封邊機廠家
對于新家來說是必不可少的一件工具,它可以用來進行地板封邊。但是往往時間一久其質(zhì)量就沒有當初買回來那樣好了,導致這種情況有很多種原因,封邊機封邊質(zhì)量不過關(guān)的解決辦法:1、若局部封邊條未能與板邊牢固粘合可以涂膠修補;2、必要時將封邊條撕掉、鋸掉或銑掉重新封邊;3、當發(fā)現(xiàn)板件上有銹斑時及時對機器擦拭防銹油;4、經(jīng)常維護封邊機設(shè)備尤其是封邊機的涂膠裝置;5、工藝流程和工序之間的配合(如先鉆孔的板件或門條成組封邊等),要清晰明了配合不好也會產(chǎn)生不良的影響;6、的性能(如履帶速度)、工件擺放的方位和高度、工人的作業(yè)速度和對故障的判斷處理能力、工人的作業(yè)配合等都會影響封邊機的正常使用,所以工人上崗前應(yīng)對其進行必要的使用培訓,如想盡量減少工作中被打斷影響工時請盡量使用熟練工人操作。

河南全自動封邊機廠家
膠鍋進出和彈力大小調(diào)試,膠鍋中的膠必須保持在鍋口1cm以下,但不能低于鍋中的兩根加強筋。涂膠量應(yīng)根據(jù)工件的大小、寬窄、和厚薄通過調(diào)節(jié)手柄來調(diào)節(jié)所需的膠量。膠鍋的進出可通過膠鍋后面的調(diào)節(jié)絲桿來調(diào)節(jié),首先松開鎖緊螺母,再用平改刀順時針方向旋轉(zhuǎn)調(diào)節(jié)絲桿,膠鍋向后退,反之,膠鍋向前進,調(diào)好后鎖緊螺母即可。膠鍋彈力的大小可通過膠鍋后面鎖彈簧的螺母來調(diào)節(jié),順時針方向旋轉(zhuǎn),彈力增大,反之,彈力減小。膠鍋太靠前,易出現(xiàn)工件撞鍋而損壞工件和設(shè)備,前端無膠或有膠但粘結(jié)不好。

河南全自動封邊機廠家
隨著科技的發(fā)展,高性能的封邊設(shè)備層出不窮。不同的機型性能不同,齊頭裝置對短物料間隔距離的限制也不一樣。此外,調(diào)機所需的時間和調(diào)機的頻率、設(shè)備的多功能單元(如跟蹤仿形修邊)的作用等也會對生產(chǎn)效率產(chǎn)生影響,以下是影響生產(chǎn)效率的一些因素。進料速度對生產(chǎn)效率的影響:封邊加工是動態(tài)的通過式加工,所以加工時間實際上主要取決于零件規(guī)格(封邊長度)和前后兩個零件之間的間隔,而這兩個因素與進料的速度密切相關(guān)。封邊零件前后間隔:工作時,由于受到齊頭刀具(包括仿形刀具)加工狀態(tài)的限制,在齊頭加工中刀具必須恢復到初始狀態(tài)后才能繼續(xù)加工下一個零件,這樣相鄰的兩個零件之間必須保持一個“短物料間隔”,這個間隔由機器進料控制系統(tǒng)根據(jù)刀具工作頻率和進料速度的變化加以控制。單機的齊頭裝置工作節(jié)奏通常是固定不變的,所以間隔大小主要取決于進料速度的變化,兩者呈線性正比例關(guān)系。

河南全自動封邊機廠家
作為的操作員都了解,封邊機的齊頭磕板容易壞,一旦發(fā)生這種應(yīng)該怎么辦呢?修理方法:1、后齊頭下行速度或為過快或下行氣壓太大,會使靠尺撞板產(chǎn)生磕板。解決建議:調(diào)整后齊頭氣缸進/排氣調(diào)壓閥,使下行速度力量全部降低。2、前齊頭上行壓力過大,板材行進時撞擊前頭靠尺。解決建議:調(diào)整封邊機前齊頭上行調(diào)壓閥壓力使力量柔和。3、前齊頭下行信號行程開關(guān)位置錯位也會發(fā)生板材行至預(yù)定位置而碰不著行程開關(guān)或直接碰掉開關(guān),導致無信號發(fā)出而磕板。解決建議:調(diào)正行程開關(guān)位置,若有嚴重損壞直接更換。4、齊頭靠尺導向輪缺失造成磕板。解決建議:更換導向輪。5、封邊機齊頭靠尺接觸面有毛刺。解決建議:用細紗布磨掉。

河南全自動封邊機廠家
機身的關(guān)鍵部分,機身底座。比較先進的方式是鋼板激光切割,一次焊接而成。優(yōu)點是機身牢固不變形,從而增加整機的穩(wěn)定型。比較落后的方式是骨架焊接,然后補充鋼板,缺點是穩(wěn)定性比較差,有點是價格低廉。數(shù)控模組各主要廠商均可獨立設(shè)計,大部分已申請專利保護,進料速度均已達到國外先進水平。如今比較先進的PLC包括LG系列,西門子系列等。各部組的機構(gòu),結(jié)構(gòu)基本相似。均可根據(jù)實際加工需求添加或減少相應(yīng)的部組。其中,仿型跟蹤的技術(shù)難度高,雖然機械加工工藝保證了部件的精密度,但是由于需要PLC的精密控制動作和吃刀量、仿型角度,因此如今國內(nèi)僅有少數(shù)大廠的仿型跟蹤比較成熟。