浙江全自動曲直線封邊機廠家
發布時間:2022-07-08 00:35:20
浙江全自動曲直線封邊機廠家
零件的規格:在進料速度一定的情況下,隨著零件封邊長度的增加,封邊時間有所增加,但零件間所需的短物料間隔會相應減小,所以整體的封邊效率是增加的。通過對企業調研數據表明同樣加工100件封邊尺寸200毫米的零件,當在進料速度從慢速增加到高速后,封邊時間減少了15.5%,而將零件尺寸增大到1500毫米后,封邊時間減少了26.2%,效率相差了10.7%。多功能單元(跟蹤仿形)的使用:跟蹤功能,也叫仿形功能,在機器的可視化調機界面上顯示為“成形銑”。實際功能就是根據封邊要求,對封邊條的端頭進行加工處理,目前很多封邊設備都選配有該功能模塊。在啟用跟蹤仿形功能時,通常封邊機技術參數說明中都要求將機器的速度降到Zui低,因為只有在這種工作狀態下,才能保證該工作單元穩定運行,從而減少因加工質量不穩定導致的返工時間。

浙江全自動曲直線封邊機廠家
在的使用過程中,封邊產品不得有開膠缺頭、漏封、疊封、跑偏、壓痕等現象,膠合要嚴密,表面要平整干凈。工作過程中,要注意清理干凈膠爐里的廢膠、碎邊條等雜物,使其回流通暢。操作要穩拿輕放,板面膠屑要清除,保護板面不受磨損。封邊完成的部件,要會同質檢員進行質量檢驗,合格的部件要堆放整齊,附上加工流送單,送交下工序,不合格的應及時修補。操作中發生停電及其它事故,離開操作崗位時,應關閉電源。設備停機前,應先關閉電加熱槽,并將膠爐上外溢膠液和燒焦的殘膠,以及壓料膠輥和定規膠輥上的膠渣清除干凈,而且將兩涂膠輪的膠量調到低到零。

浙江全自動曲直線封邊機廠家
由于封邊熱熔膠性能受溫度影響,所以在封邊過程中,溫度是非常需要關注的指標。在封邊時的熱熔膠溫度、基材溫度、封邊材料溫度以及工作環境(半自動封邊機所在廠房車間)溫度都是非常重要的封邊參數。在上由于膠涂在基材上,溫度過低的基材將使熱熔膠提前固化,從而導致膠可以粘在基材上,但卻粘不牢封邊材料,基材的溫度保持在20°C以上。半自動封邊機的工作環境溫度會影響到膠的固化速度。工廠往往在溫度低的季節會出現封邊問題,其原因就在于低溫下熱熔膠的固化速度加快,粘接有效時間縮短。如果的進料速度不能改變(大多數情況下),要保證封邊質量就必須預熱板材和封邊材料。

浙江全自動曲直線封邊機廠家
對于新家來說是必不可少的一件工具,它可以用來進行地板封邊。但是往往時間一久其質量就沒有當初買回來那樣好了,導致這種情況有很多種原因,封邊機封邊質量不過關的解決辦法:1、若局部封邊條未能與板邊牢固粘合可以涂膠修補;2、必要時將封邊條撕掉、鋸掉或銑掉重新封邊;3、當發現板件上有銹斑時及時對機器擦拭防銹油;4、經常維護封邊機設備尤其是封邊機的涂膠裝置;5、工藝流程和工序之間的配合(如先鉆孔的板件或門條成組封邊等),要清晰明了配合不好也會產生不良的影響;6、的性能(如履帶速度)、工件擺放的方位和高度、工人的作業速度和對故障的判斷處理能力、工人的作業配合等都會影響封邊機的正常使用,所以工人上崗前應對其進行必要的使用培訓,如想盡量減少工作中被打斷影響工時請盡量使用熟練工人操作。
浙江全自動曲直線封邊機廠家
前鋸和后鋸的氣壓大小,在封邊過程中的重要性估計很多人都清楚,但具體多大的氣壓,才能讓前鋸和后鋸的氣壓控制在一個合理的狀態下,這也許就不是每個封邊操作者都知道了。前鋸和后鋸的氣壓的大小是需要按照板材的尺寸,即大小、長短和厚度,來進行調整的。也就是說,這前鋸和后鋸的氣壓是沒有一個固定的數值的,但會有一個氣壓數值范圍以供參考。應根據工件的尺寸,厚度和長度來調節前后鋸的氣壓。

浙江全自動曲直線封邊機廠家
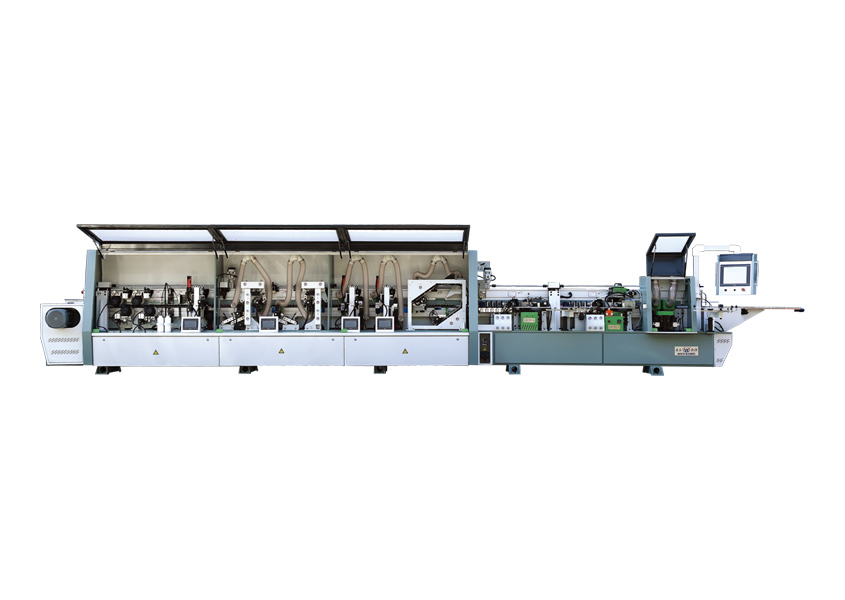
主要用于板式家具的板材封邊。其特點是自動化、高效率、高精度和美觀度。已經在國內的板式家具生產企業得到廣泛的應用。封邊機的結構主要包括機身、各加工部組、控制系統。機身部分,關系到精準度的重要的部分是上下橫梁,因其關系到加工板材能否直線運行,以確保每個加工部組均能精密工作。主要分為兩類橫梁:1、鋁合金材質,一次拉鑄成型。2、鑄鐵橫梁。其中,鋁合金橫梁是比較先進的方式,因為精密度和直線度均遠遠優于鑄鐵。采用鋁合金橫梁設計的主要是幾家規模較大的廠家。進口的機型基本都采取類似結構。