甘肅全自動(dòng)封邊機(jī)定制
發(fā)布時(shí)間:2022-09-09 00:35:04
甘肅全自動(dòng)封邊機(jī)定制
是封邊機(jī)的一種,在木工機(jī)械行業(yè)中發(fā)揮著重要的作用,一般說來根據(jù)同的加工材料選擇不同種類的封邊機(jī),全自動(dòng)封邊機(jī)在選擇加工材料的時(shí)候與其它種類的封邊機(jī)也是存在著一定的差異。1、選擇合適的封邊帶,木皮、塑料等家具封邊材料,在進(jìn)行涂膠的時(shí)候一定要放平整,塑料封邊帶,必須要涂上熱熔膠。要注意的是封邊帶厚度約為0、3到3毫米之間。2、封邊的熱熔膠熱熔膠:其熔點(diǎn)為120-170以下的中低溫?zé)崛勰z。3、封邊帶的寬度為10到45毫米之間。了解全自動(dòng)封邊機(jī)的使用材料具有的特點(diǎn),為今后全自動(dòng)封邊機(jī)的工作奠定了一定的基礎(chǔ)。封邊機(jī)的出現(xiàn)為木工機(jī)械行業(yè)帶來了巨大的影響,的出現(xiàn)細(xì)化了封邊機(jī)的功能,其生產(chǎn)的產(chǎn)品質(zhì)量更高,同時(shí)效率也有了很大的提升。

甘肅全自動(dòng)封邊機(jī)定制
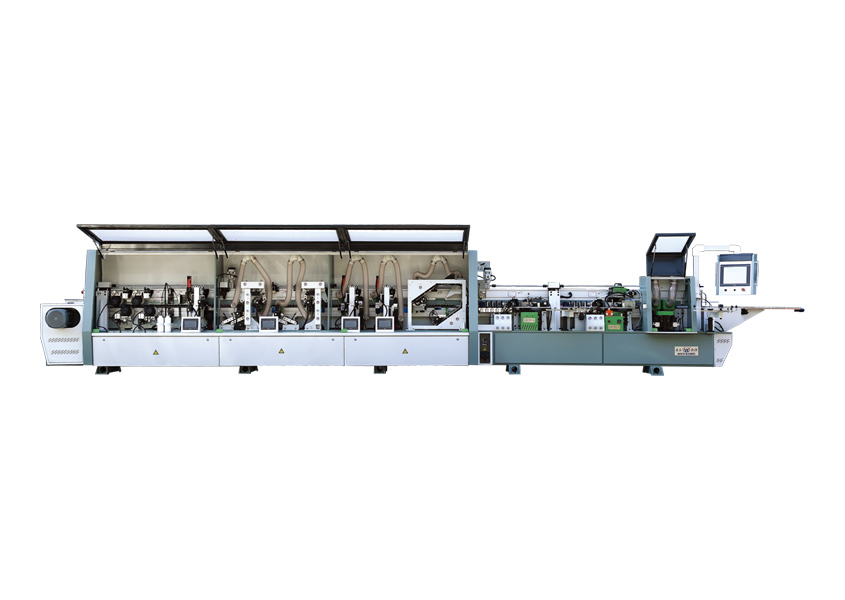
封邊帶托盤:封邊帶托盤用于擺放卷式或者定長(zhǎng)邊膜,并導(dǎo)向工作,機(jī)械進(jìn)給運(yùn)動(dòng)時(shí),傳動(dòng)將自動(dòng)開啟。傳動(dòng)在兩個(gè)滾輪上通過鏈條傳動(dòng),加工薄的和已損壞的壓膜材料時(shí)使用鑲橡膠的傳動(dòng)滾輪。加工定長(zhǎng)木條時(shí)用針輪,加工pvc或亞克力等類似材料壓膜時(shí)用鋼制滾花傳送滾輪。涂膠系統(tǒng):涂膠系統(tǒng)用于在工件邊上涂抹釉熔膠,熔膠溶氣將填充釉膠合劑,熔膠將在熔膠容器中被熔化,旋轉(zhuǎn)涂膠軸將熱的釉膠合劑輸送到工件上,定量裝置控制供給量,調(diào)整螺絲調(diào)整膠軸的垂直,調(diào)整涂膠軸與工件之間的距離,涂膠軸與導(dǎo)向器的距離,涂膠系統(tǒng)是彈性安裝的,距離大為0.5mm。

甘肅全自動(dòng)封邊機(jī)定制
的主要優(yōu)點(diǎn)就是粘接牢固、快捷、輕便、效率高,要想大此效果,除了選購(gòu)好的封邊機(jī)外,還要注意封邊帶、熱熔膠、基材、工作環(huán)境和操作方法等要素。選擇封邊帶要注意寬度、厚度、材質(zhì)、韌度、表面處理程度等要素。熱熔膠要注意高、中、低溫膠的區(qū)別,與封邊帶的種類匹配,還要科學(xué)設(shè)置加溫控制溫度以及溶膠的流淌性和凝固延時(shí)性。基材的選用也有質(zhì)量、溫度、切面的平行度和垂直度要求,工作環(huán)境的室內(nèi)溫度、灰塵濃度也需考慮、操作中基材、封邊帶、膠軸運(yùn)行的速度、壓力、平衡性、連貫性等都會(huì)影響封邊效果。

甘肅全自動(dòng)封邊機(jī)定制
有曲直線封邊機(jī)和直線封邊機(jī)的區(qū)別,曲直線封邊機(jī)為手動(dòng)式封邊機(jī)、直線封邊機(jī)為全自動(dòng)式。從市場(chǎng)需求看,手動(dòng)式更適合中小家具廠使用,且價(jià)格低,操作方便,易于維修,市場(chǎng)銷售的產(chǎn)品有意大利、日本、臺(tái)灣和中國(guó)內(nèi)地市場(chǎng)的,按其制造原理分為兩類:即上膠罐式和下膠罐式,前者傳動(dòng)由上向下,膠罐在上,后者傳動(dòng)由下向上,膠罐在下。前者后于后者,其特點(diǎn)為:1、不漏膠。下膠罐由于傳動(dòng)原因,密封圈損壞后就會(huì)造成漏膠,影響機(jī)器正常運(yùn)行。上膠罐不存在漏膠問題。2、溶膠不老化。下膠罐存在殘膠多次加溫老化影響粘接質(zhì)量問題,上膠罐中溶膠自上而下滲出,沒有沉淀和殘留。3、易于清洗。機(jī)器的定期清洗,上膠罐比下膠罐方便,甚至可以不停機(jī)清洗,不影響生產(chǎn)。4、故障少。上傳動(dòng)齒輪加油方便,減少故障。
甘肅全自動(dòng)封邊機(jī)定制
作為的操作員都了解,封邊機(jī)的齊頭磕板容易壞,一旦發(fā)生這種應(yīng)該怎么辦呢?修理方法:1、后齊頭下行速度或?yàn)檫^快或下行氣壓太大,會(huì)使靠尺撞板產(chǎn)生磕板。解決建議:調(diào)整后齊頭氣缸進(jìn)/排氣調(diào)壓閥,使下行速度力量全部降低。2、前齊頭上行壓力過大,板材行進(jìn)時(shí)撞擊前頭靠尺。解決建議:調(diào)整封邊機(jī)前齊頭上行調(diào)壓閥壓力使力量柔和。3、前齊頭下行信號(hào)行程開關(guān)位置錯(cuò)位也會(huì)發(fā)生板材行至預(yù)定位置而碰不著行程開關(guān)或直接碰掉開關(guān),導(dǎo)致無信號(hào)發(fā)出而磕板。解決建議:調(diào)正行程開關(guān)位置,若有嚴(yán)重?fù)p壞直接更換。4、齊頭靠尺導(dǎo)向輪缺失造成磕板。解決建議:更換導(dǎo)向輪。5、封邊機(jī)齊頭靠尺接觸面有毛刺。解決建議:用細(xì)紗布磨掉。