浙江全自動復合型封邊機定制
發布時間:2022-11-04 00:34:36
浙江全自動復合型封邊機定制
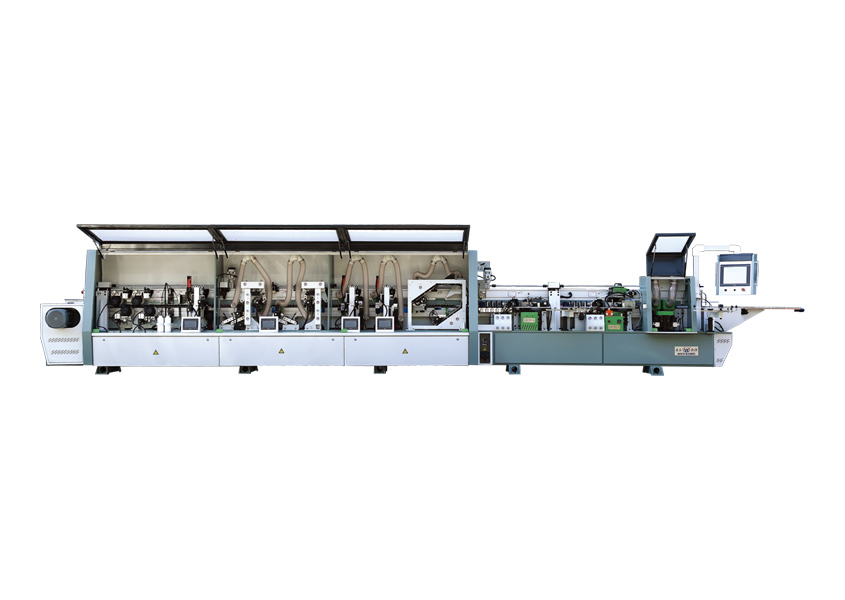
適用于中密度纖維板、細木工板、實木板、刨花板、高分子門板、膠合板等直線封邊修邊等,可一次性具有雙面涂膠封邊帶切斷封邊帶粘合壓緊、齊頭、倒角、粗修、精修,介紹半自動封邊機封邊膠線的處理:封邊后板材與封邊帶之間的膠線會對板式家具的外觀產生不良影響。涂膠量過大,會使膠線明顯,反之,又會降低封邊強度。對于不連續或不均勻的膠線現象,產生的原因是多方面的,要綜合考慮以下幾個因素:板材的開料精度,板材的邊一定要與它的平面保持90°角;封邊機壓輥的壓力是否分布均勻、大小合適,壓力方向要與板材邊成90°角。涂膠輥是否完好,熱熔膠在它上面是否均勻,涂膠量是否合適;封好邊的板材盡量保存在較為清潔,粉塵少的地方,在整理工序中,避免臟的東西與膠線接觸。
浙江全自動復合型封邊機定制
安裝前,應檢查地面是否堅固、平坦,將機器安裝在混凝土地面上,以保證機器調定后的穩定性,同時要求安裝地點光線度不低于500LUX,并保證有足夠空間用于安裝、操作工作出入、維修和保養。講解全自動封邊機應如何安裝。機器安裝步驟如下:1、將固定機械部件的包裝拆除。2、將機器放置到地面上,并調整水平。3、將卷式封邊料用貯放轉盤固定安裝在機器上。4、連接外部電源線,220V 50HZ 三相四線電源,總電源線直徑要在4平方厘米以上。5、連接氣源。6、連接吸塵管到除塵設備上。7、檢查電壓是否正常,要保證壓縮空氣足夠及干燥。

浙江全自動復合型封邊機定制
的側壓輪調試,側壓輪的進出可通過側壓輪后方的星形手柄來進行調節,調節時,先松開上方垂直的緊固桿,再通過星形手柄順時針方向旋轉--側壓輪退出;逆時針方向旋轉--側壓輪前進,一般以在封工件時側壓輪后退1-3mm左右為宜,調試好后必須鎖緊緊固桿。側壓輪壓力通過壓力調節閥來調節,壓力一般為1.5-5bar.壓力過大,易把工件從輸送帶上頂移位,工件的前端易出現掉角現象,壓力過小,封出的邊粘結不好,造成返工。壓力的調節還應根據工件的厚薄、長短、寬窄和封邊帶的厚薄、寬窄來調節,一般以封出的工件能達到質量要求即可。壓輪太靠前,工件前端也易掉角,同時前鋸切不好,到粗、精修和刮刀處,有些地方修不好邊。壓輪太靠后,封出的邊粘結不好,邊帶很容易撕掉,甚至工件上沒有封邊帶。

浙江全自動復合型封邊機定制
銑削頭:配有上下、前后、旋轉角度的兩種燕尾導軌和一種旋轉槽軌,可根據不同角度、厚度、形狀的封邊,進行調整。銑削頭電機為特制高速電機,用戶可根據板材材質和被封邊銑削面粗糙度,在調頻器上方便的調整速度。燙印結構:的兩個燙印輪為硅膠制成,可耐高溫200℃,燙印輪的外邊保溫罩內各有一個加熱器,由于燙印輪經常處于工作臺行進速度同步的旋轉狀態,因此加熱均勻。熱傳感器不停的將硅膠輪溫度傳出,并在溫度顯示器上顯示,燙印輪軸同時具備上下、前后轉角度功能以適應銑磨出的板材曲面形狀。配電箱與按鈕站:為全部電器控制機床自動工作的樞紐,按鈕站上具備輸送帶開停、銑槽開停、砂光開停,卷帶開停、燙印輪開停等。輔助工作臺:為加工寬度較大的封邊板材而設,可用手將工作臺抽出,輔助工作臺上有個小滑輪,使寬大板材可沿滑輪進入加工區和導出加工區。

浙江全自動復合型封邊機定制
任何機器在進行加工作業時都會有一些聲音,也不例外。在加工的過程中,全自動封邊機或多或少會產生一些噪音,這些噪音對加工機械的周圍會產生了一定的影響。所以,加工者掌握減輕噪音的方法很有必要,該如何減輕全自動封邊機的加工噪音?1、控制原材料的質量:使用木工機械加工木材時,加工放置的木材要適量,要遵守全自動封邊機的加工要求。2、文明生產:齒輪傳動噪聲有30%以上的原因來自毛刺、磕碰傷,當出現這一情況時,及時解決掉就可以了。3、控制齒輪的精度:經實踐驗證,齒輪精度必須控制在GB10995-887~8級,線速度高于20m/s齒輪,齒距極限偏差、齒圈徑向跳動公差、齒向公差一定要穩定達到7級精度。如果是正常全自動封邊機的噪音是不刺耳的,人聽著也不會難受,但如果機器出現的噪音異常,也刺耳,這就說明全自動封邊機出了故障,這時就要采取措施及時解決。