臺灣全自動PUR無縫封邊機定制
發布時間:2023-11-10 00:30:07
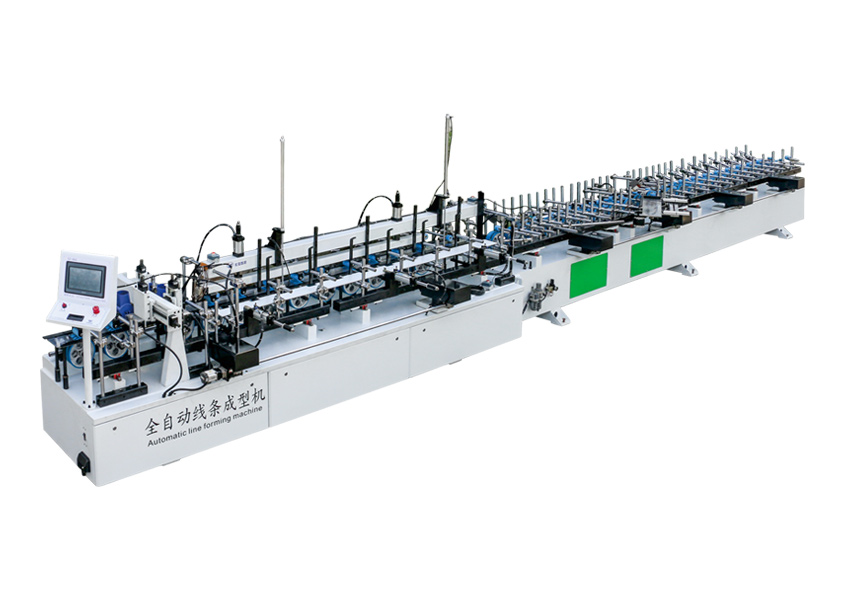
臺灣全自動PUR無縫封邊機定制
導向板的調節:導向板的作用是在放置待封邊木板時,保證木板的待封邊面與輸送帶運動方向平行,這樣才能保證在后續封邊過程中不會出現封邊質量問題。在放置待封邊木板時首先要確保木板的待封邊面兩端都貼緊導向板的工作面。若木板部分進入輸送帶之后發現木板的前端和后端末同時與導向板貼緊。則溫明導向板的工作面與輸送帶的運動方向不平行,需要調整導向板。預銑系統:預銑馬達可將板式工件在壓膜前進行修正。工件必須是平行直角的并且按照定義的尺寸裁剪過。預銑馬達的使用通過壓力氣缸完成,在到達工件末端前,氣缸將抬起刀具在超過工件末端后,刀具回到工作位置。預銑裝置只允許合格的專業人員操作機器!在關閉開關和高壓空氣對組件進行設置和更換刀具!安全電路在打開防護罩時傳動力將被關閉并通過電氣馬達剎車。關閉防護罩后傳動將被重新開啟,在打開防護罩30秒后才能關閉,否則會出現故障。

臺灣全自動PUR無縫封邊機定制
零件的規格:在進料速度一定的情況下,隨著零件封邊長度的增加,封邊時間有所增加,但零件間所需的短物料間隔會相應減小,所以整體的封邊效率是增加的。通過對企業調研數據表明同樣加工100件封邊尺寸200毫米的零件,當在進料速度從慢速增加到高速后,封邊時間減少了15.5%,而將零件尺寸增大到1500毫米后,封邊時間減少了26.2%,效率相差了10.7%。多功能單元(跟蹤仿形)的使用:跟蹤功能,也叫仿形功能,在機器的可視化調機界面上顯示為“成形銑”。實際功能就是根據封邊要求,對封邊條的端頭進行加工處理,目前很多封邊設備都選配有該功能模塊。在啟用跟蹤仿形功能時,通常封邊機技術參數說明中都要求將機器的速度降到Zui低,因為只有在這種工作狀態下,才能保證該工作單元穩定運行,從而減少因加工質量不穩定導致的返工時間。

臺灣全自動PUR無縫封邊機定制
將工件加工完畢后不需要進行任何涂漆,避免了許多不必要的麻煩,免除了影響身體健康的環節。1、上壓緊橫梁:為鑄鋼結構,上面安裝橡膠壓輥,可根據所封板材厚度,利用手輪通過斜齒輪轉動,使上壓緊橫梁上下調整,壓進基材,以增加導軌磨檫阻力為準。2、傳送帶:由雙排雙節距鏈條、貼背膠面履帶板、鏈輪等組成,通過減速機,使履帶行進速度可調。3、磨削頭:磨輪為進口輪,中間裝有磨條。磨條可根據銑削頭的形狀隨之變化,達到砂光之目的。磨輪與銑頭一樣,可做上下、前后、旋轉角度調整,以便使磨輪與銑刀曲面吻合。
臺灣全自動PUR無縫封邊機定制
由于封邊熱熔膠性能受溫度影響,所以在封邊過程中,溫度是非常需要關注的指標。在封邊時的熱熔膠溫度、基材溫度、封邊材料溫度以及工作環境(半自動封邊機所在廠房車間)溫度都是非常重要的封邊參數。在上由于膠涂在基材上,溫度過低的基材將使熱熔膠提前固化,從而導致膠可以粘在基材上,但卻粘不牢封邊材料,基材的溫度保持在20°C以上。半自動封邊機的工作環境溫度會影響到膠的固化速度。工廠往往在溫度低的季節會出現封邊問題,其原因就在于低溫下熱熔膠的固化速度加快,粘接有效時間縮短。如果的進料速度不能改變(大多數情況下),要保證封邊質量就必須預熱板材和封邊材料。

臺灣全自動PUR無縫封邊機定制
的送料壓輪調試,壓輪的高低根據工件的寬窄、長短、厚度和壓輪磨損的程度,通過壓輪升降調整桿和數碼表來調節,一般以壓輪下表面低于工件上表面3mm左右為宜(可以通過數字表看)。壓的過松,工件在上容易位移,影響封邊的質量;壓的過緊,壓輪容易損壞、壓梁和立柱變形較大,長時間使用會造成壓梁和立柱變形,影響設備精度;同時也會使減速箱電機負載較大,造成跳閘停機,嚴重者損壞設備。進料靠板組件調試,進料位置可通過轉動星形手柄調節絲桿帶動進料靠板組件移動來調節。順時針方向旋轉,進料靠板向立柱方向移動,反之,向外移動(有預銑功能的才能移動,老機型沒有此項功能)。當靠板與輸送帶不平行時,可通過組件下方的調節絲桿進行上下、左右調節。