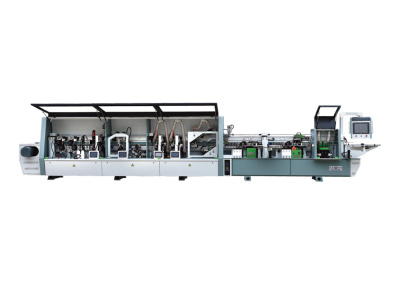
我們在購買好封邊機的時候,廠家會負責上門調試的,只要在機器調試后以后正常使用就可以了。但如果在使用中間封邊機發生了小的問題,在簡單的維修后可以正常使用了,在這樣的情況下,就需要我們自己動手調試了。下面小編簡單的來跟大家說下封邊機在開工前的簡單調試。封邊機在開工前的調試主要有以下幾個部件:
1、封邊機的送料壓輪調試,壓輪的高低根據工件的寬窄、長短、厚度和壓輪磨損的程度,通過壓輪升降調整桿和數碼表來調節,一般以壓輪下表面低于工件上表面3mm左右為宜(可以通過數字表看)。壓的過松,工件在封邊機上容易位移,影響封邊的質量;壓的過緊,壓輪容易損壞、壓梁和立柱變形較大,長時間使用會造成壓梁和立柱變形,影響設備精度;同時也會使減速箱電機負載較大,造成跳閘停機,嚴重者損壞設備。
2、進料靠板組件調試,進料位置可通過轉動星形手柄調節絲桿帶動進料靠板組件移動來調節。順時針方向旋轉,進料靠板向立柱方向移動,反之,向外移動(有預銑功能的才能移動,老機型沒有此項功能)。當靠板與輸送帶不平行時,可通過組件下方的調節絲桿進行上下、左右調節。

3、膠鍋進出和彈力大小調試,膠鍋中的膠必須保持在鍋口1cm以下,但不能低于鍋中的兩根加強筋。涂膠量應根據工件的大小、寬窄、和厚薄通過調節手柄來調節所需的膠量。膠鍋的進出可通過膠鍋后面的調節絲桿來調節,首先松開鎖緊螺母,再用平改刀順時針方向旋轉調節絲桿,膠鍋向后退,反之,膠鍋向前進,調好后鎖緊螺母即可。膠鍋彈力的大小可通過膠鍋后面鎖彈簧的螺母來調節,順時針方向旋轉,彈力增大,反之,彈力減小。膠鍋太靠前,易出現工件撞鍋而損壞工件和設備,前端無膠或有膠但粘結不好。
4、封邊機的側壓輪調試,側壓輪的進出可通過側壓輪后方的星形手柄來進行調節,調節時,先松開上方垂直的緊固桿,再通過星形手柄順時針方向旋轉--側壓輪退出;逆時針方向旋轉--側壓輪前進,一般以在封工件時側壓輪后退1-3mm左右為宜,調試好后必須鎖緊緊固桿。側壓輪壓力通過壓力調節閥來調節,壓力一般為1.5-5bar.壓力過大,易把工件從輸送帶上頂移位,工件的前端易出現掉角現象,壓力過小,封出的邊粘結不好,造成返工。壓力的調節還應根據工件的厚薄、長短、寬窄和封邊帶的厚薄、寬窄來調節,一般以封出的工件能達到質量要求即可。壓輪太靠前,工件前端也易掉角,同時前鋸切不好,到粗、精修和刮刀處,有些地方修不好邊。壓輪太靠后,封出的邊粘結不好,邊帶很容易撕掉,甚至工件上沒有封邊帶。
以上4項就是封邊機在開工前的簡單調試,小編提醒大家一定要按順序進行調試,這樣才能保證封邊機的正常工作。
聯系宏亞
地址:浙江省臺州市路橋區金清鎮金清大道西888號
手機:13736276888 15372165889
傳真:0576-8653019
郵箱:1019300336@qq.com
官網:www.jcnin.com