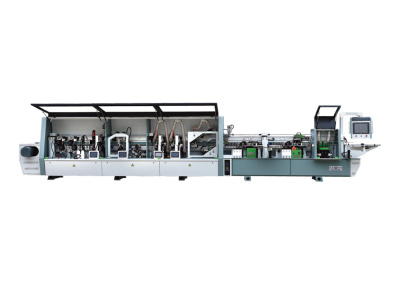
在木門或木質(zhì)家具的生產(chǎn)中,板材的封邊一般根據(jù)所要加工的工件以及其封邊要求,先對封邊膠進(jìn)行挑選,然后再對膠輪的參數(shù)進(jìn)行設(shè)置,才能生產(chǎn)出優(yōu)質(zhì)的木門或木質(zhì)家具產(chǎn)品,下面恒順木工來給給大家詳細(xì)的介紹下關(guān)于熱熔膠的使用和膠輪參數(shù)的設(shè)置。

首先,我們在對膠輪進(jìn)行參數(shù)設(shè)置時,先讓封邊機上的膠輪把溫度提升到一百八十度,待對應(yīng)的信號指示燈亮起的時候,才按下其它啟動按鈕,從而確保空壓機的壓力在零點六五帕斯卡這標(biāo)準(zhǔn)數(shù)值以上。
在封邊膠熔化階段,需要把膠液的溫度控制在一百六十度到兩百度之間為佳。而封邊機的膠軸的溫度要確保在一百八十度到兩百二十度之間為宜。為封邊機裝上基材,包括封邊條和板材。其中,工件要緊靠導(dǎo)軌擋板,讓所要封邊的板材能平行且均勻地推進(jìn)作業(yè)。
在封邊機的過程中,可能會出現(xiàn)熱熔膠選用不對或者膠輪參數(shù)設(shè)置不對的問題,主要有以下幾種:
1、封邊脫落
我們要檢驗操作是否正確,按機器操作要求和熱熔膠正確參數(shù)操作。檢驗封邊帶背涂是否正常,假使是木皮封邊,檢驗是否是多脂樹種,或背面無紡布濕潤性是否及格。還需要檢查熱溶膠型號是否適宜、品質(zhì)是否有問題。
2、膠線粗
這種情況可能是熱熔膠的型號用的不正確,或者膠輪參數(shù)設(shè)置錯誤,如快速膠用在慢速機上,未粘合,熱熔膠已開始固化,導(dǎo)致壓合不緊。也可能是板材加工精度不夠,鋸的不好,切口不夠直;或者封邊帶變形,不夠水平或弧型。當(dāng)我們膠輪參數(shù)設(shè)置有問題時,封邊機壓力輪磨損,壓力上下不均勻,會出現(xiàn)單側(cè)膠線粗。
3、封邊強度不夠
首先檢查板材是否過于蓬松或板材不合格,板材堆放時間是否太長導(dǎo)致端口有太多灰塵。然后檢查封邊是否受污染、封邊背涂是否均勻或者熱熔膠溫度不及格,封邊機壓力不夠,手動封邊機操作壓力靠人工控制,特別容易出現(xiàn)上述問題。
聯(lián)系宏亞
地址:浙江省臺州市路橋區(qū)金清鎮(zhèn)金清大道西888號
手機:13736276888 15372165889
傳真:0576-8653019
郵箱:1019300336@qq.com
官網(wǎng):www.jcnin.com